


摘要:对全数控凸轮轴磨床运动进行分析建模,通过MATLA仿真分析绘制出了各运动部件的速度曲线;对全数控程序的完善、磨削精度的提高和新应用程序的开发都有重要的指导意义。
引言:数控凸轮轴磨床主要用于磨削各种汽车发动机、柴油机、内燃机等凸轮轴的凸轮轮廓、偏心圆以及其它机械凸轮。目前,数控凸轮轴磨床主要分为数控靠模凸轮轴磨床和全数控凸轮轴磨床两种;其中数控靠模凸轮轴磨床有着生产准备周期较长、 柔性比较差,磨削精度低;磨削升程误差较大、波纹和烧伤等表面缺陷。全数控凸轮轴磨床通过软件仿形实现凸轮加工,凸轮升程通过数学模型转换为X轴-砂轮架进给轴和C轴-头架旋转轴的位移插补表,然后生成加工子程序,再由主程序调用磨削加工,避免了制造靠模的程序,大大缩短了新产品开发周期。对全数控凸轮轴磨床进行运动分析与仿真有利于完善数控程序和新的应用程序的开发,同时对提高磨削进度有重要的指导意义。
1、全数控凸轮运动分析及数学模型的建立
1.1砂轮架X轴方向运动方程的建立
凸轮轴磨削运动模型[1.2.3]如图1所示。
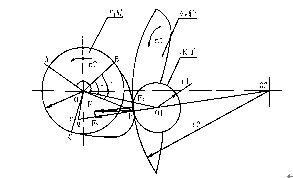
图1 凸轮轴磨削运动模型示意图
凸轮轴磨削是根据磨削点恒线速运动和凸轮轮廓形状建立运动方程、控制砂轮横向进给(X轴)和头架(C轴)的旋转运动(C轴)来实现凸轮轮廓的磨削加工的。凸轮机构的从动件(挺杆)有三种不同的形式:刀口挺杆、滚子挺杆和平面挺杆。刀口挺杆可看作滚子半径为0时的滚子挺杆;平面挺杆可看作滚子半径为无穷大时的滚子挺杆。因此,只要求出滚子挺杆形式下的砂轮中心位移的数学模型,就可以解决其他两种挺杆形式下的砂轮中心位移的问题。参见图1,M点为凸轮与挺杆之间的相对速度瞬心,于是有
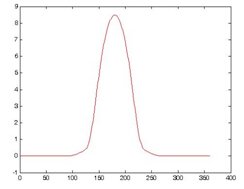
图2 砂轮架X位移曲线
1.2 头尾架旋转运动方程
根据当量磨削厚度恒定的原则,采用恒定磨削去除率,以保证凸轮型线的高精度。国际生产工程研究会将参数“ ””确定为“当量磨削厚度”,并用 表示。其中 为磨削深度mm, v为工件速度mm/s, 为砂轮速度mm/s。磨削凸轮一周内的变化规律按“基圆—升程—桃尖—顶圆—回程—基圆”的顺序变化。凸轮宽度b和磨削深度 均可认为是一固定不变量,故凸轮磨削点处的瞬时线速度 决定磨除率。只要控制C轴转速,使 为一恒定值,则可实现恒磨除率磨削。

上式即为理想情况下推导出的各磨削点的角速度。
1.3 误差补偿原理
凸轮型线的β-α变化对磨削的影响:
由于凸轮型线的β-α曲线不是线性的,在桃尖两侧发生急剧变化(桃尖对应于凸轮转角180度)。在这两段区域内,凸轮转一个很小的角度α,磨削点却转了一个很大的角度β,也就意味着砂轮磨削了很长一段弧线,在同样时间内磨削距离有几倍,因此磨削速度必须大几倍,故 应进行如下补偿:
式中,k是一个常数系数,通过调整k值,可以改变 的变化量,从而改善凸轮轮廓型线的精度,对每一个角度θ,都有对应的α,故可拟合出 与α之间的关系。如果采用刀口测头r1=0;凸轮基圆半径r=9.485;砂轮半径r2=250,升程值表略。可通过MATLAB仿真得到如图3所示曲线。
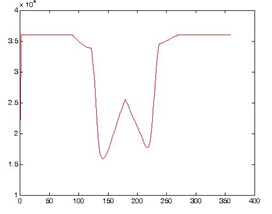
图3 头架C速度曲线
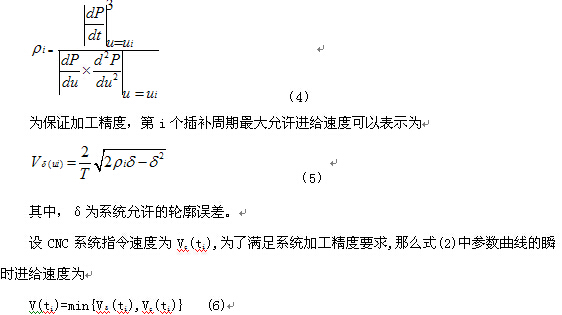
2、工件旋转轴转速预测算法的设计
2.1工件旋转轴加减速控制方法

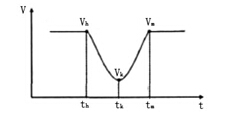
图4 进给速度敏感区域

其中,D和J分别表示控制系统允许的加速度和加加速度。为了限制砂轮进给轴进给速度的变化造成加速度或加加速度的突变,需要限定D、J。如图5所示为砂轮进给轴进给速度敏感区加速方式,图5(a)为砂轮架在时间tstd时段速度变化曲线,(b)为砂轮架在时间tstd时段加速度变化曲线。
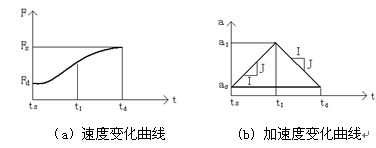
图5 砂轮进给轴进给速度敏感区的加速方式示意图
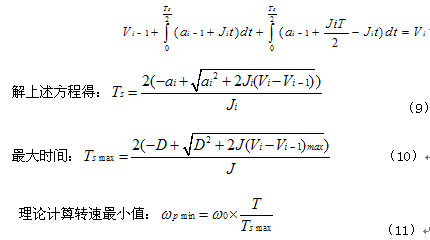
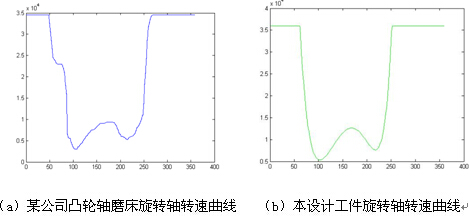
图6 工件旋转轴转速经加减速后光滑的曲线
结语:文章对全数控凸轮磨床的运动进行了分析并建立了数学模型,还通过MATLAB对各运动部件进行了仿真分析,绘制了各运动部件的速度曲线图;文章设计了数控凸轮轴磨床工件旋转轴转速预测算法,并通过仿真分析与实际转速曲线对比验证了方法的可行性
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

