


摘要:针对3MZ147轴承外圈沟磨床电气系统存在的问题,使用三菱FX系列PLC和海泰克HITECH人机界面对原系统进行升级改造。详细介绍了改造工作的设计方案和实施方法。机床经改造后使用效果良好,也为同类机床的改造提供一定的参考作用。
3MZ147自动轴承外圈沟磨床是上世纪90年代初期的轴承生产设备,以国产PLC作为控制主机,实现生产过程的自动化控制。由于主机残旧破损,且相关类型的产品已淘汰停产,导致电气系统故障频繁且难以修复,机床不能正常运行,严重影响正常生产,亟需改造升级。为此决定使用三菱小型PLC及台湾海泰克触摸屏,对原机床电气
控制系统进行升级改造,恢复机床的正常运行。
1、磨床的结构及其工作流程
整机的主要机械部件有机械手、工作台、磨架、进给机构、补偿机构、修整器,以及行程开关等发讯部件和电磁阀等执行部件。机床的工作状态分为自动、调整和长期修整三种。3MZ147磨床的自动循环工作过程包括上料、上磁、磨架进、跳进、快趋、粗进给、精进给、光磨,以及修整器修整、补偿等动作,在PLC的控制下按编制好的工作程序自动完成。调整状态时,机床的各种动作可分别单独操作。长期修整状态则对砂轮进行连续修整的动作。
2 、PLC的选型及输入输出端子的分配
原机床PLC的输入输出端子共80个,数量较多。经过筛选,除了保留各种行程开关和电磁阀占用的输入输出端子外,充分利用新加装的触摸屏的强大功能,将原来操作面板上的开关、旋钮和指示灯尽可能用触摸屏中的控制部件代替,以达到节省PLC端口数量、简化接线和降低故障率的效果。
其中,原来光磨延时的时间设置及计数修整的数量设置共使用16个输入点,现使用触摸屏的数值输入功能,即可实现各数值的设置和显示,不占用PLC的输入点。原来执行各个调整动作的钮子开关及其他旋钮共使用11个输入点,现使用触摸屏的多功能触摸开关,即可实现原有的功能,不占用PLC的输入点。
原来显示机床工作状态及报警的指示灯共使用5个输出点,现使用触摸屏的指示灯及报警功能,即可实现相关的功能,不占用PLC的输出点。通过对PLC和触摸屏的整合,把PLC的输入输出点数压缩到40点,即可完全满足机床控制的需要。最后确定PLC选用三菱FX1N-40MR,触摸屏选用台湾海泰克PWS1711。
3 、PLC程序的设计
PLC 的程序按照原机床PLC程序的工作流程设计。由于原程序流程是采用步进指令设计的,而三菱FX 系列PLC 编程语言中也有相类似的步进顺控(STL)指令,故参考原来的程序可以很方便地编制出三菱PLC的工作程序,稍加调试便可正常运行 。
4、触摸屏画面的设计
触摸屏的主要功能有:数据的输入和显示,设备状态实时信息的显示,报警处理,以及触摸开关、指示灯等功能丰富的控制部件 。
触摸屏的主画面是机床正常工作时显示的画面,上面设有机床各种实时信息的显示,设置了一些控制机床工作状态的按钮,通过触摸画面底部的一组触摸开关,主画面可以很方便地切换到其他画面。见图1。手动画面上设置了一系列触摸按钮,用来控制机床在调整状态时各部件分别单独动作。见图2。

图1 主画面 图2 手动画面
参数画面上设有几个设值按钮,可方便设置各种工作参数。见图3。报警画面则在报警发生时显示相应的报警信息。见图4。
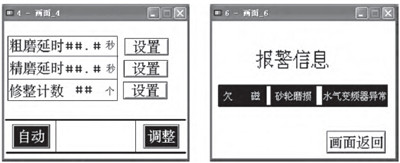
图3 参数画面 图4 报警画面
输入输出画面则实时显示各输入输出端口的状态。见图5。
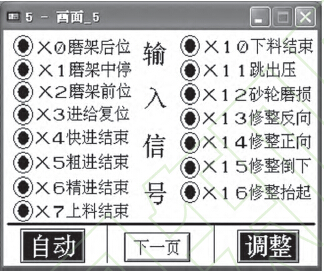
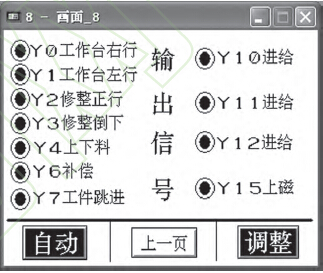
图5 输入输出画面
5、结束语
在3MZ147磨床电气控制系统的改造中,采用了新型的PLC和触摸屏,不仅能够完全满足机床工作的要求,而且大大简化了系统的硬件,降低了系统的故障率。利用触摸屏显示的各种信息,操作、维修人员能更方便、准确地掌握机床的运行状态和故障部位,大大提高了生产效率。另外,3MZ147外圈沟磨床改造工作的成功,也为其他同类磨床的改造提供了可供借鉴的经验。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

