


浅析曲轴磨床的可靠性改进
2020-10-15 来源: 上汽通用五菱汽车股份有限公司宝骏基地发 作者:张红,黄怀翔
摘要:由于磨削加工中铁泥较多,采用水基乳化液进行加工冷却的磨床,冷却液经过过滤后依然存在部分微小铁泥,长期积累后,冷却系统调压机构受影响出现故障,导致机床频繁停机。主要介绍 JUNKER 磨床使用的冷却系统调压机构结构、原理和缺陷,以及针对此问题制定的改进方案,实施完成后极大地提升机床可靠性。
关键词:JUNKER 磨床;停线率;可靠性改进
1 、JUNKER 磨床使用的冷却系统调压结构特点
JUNKER 磨床在曲轴加工中用于轴颈外圆磨削,随着使用时间的累积,运行稳定性明显下降,成为整线瓶颈[1]。本文主要基于实际运行数据,分析磨床稳定性差的影响因素,针对故障占比最大的问题做出改进,最终实现磨床加工可靠性提升的目标。见图 1。
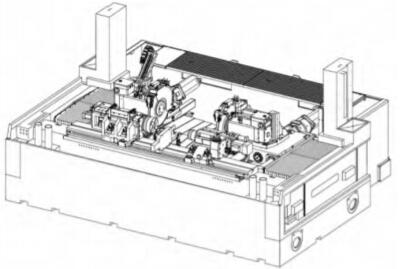
图 1 JUNKER 磨床结构示意图
图 2 所示为 2016 至 2018 三年中磨床主要故障种类占比情况,冷却系统故障占比位居首位。图 3 显示冷却系统故障占比逐年递增,停机次数和时间到2018 年超出 20%。根据图 2 图 3 分析,磨床可靠性主要受冷却系统影响,要达到提升目的需要提高冷却系统可靠性。JUNKER 磨床冷却系统结构简单,故障高发点主要为 Lanny 阀。
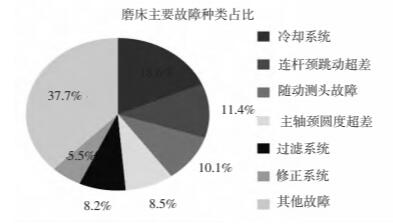
图 2 磨床主要故障种类占比

图 3 冷却系统停机时间占比
JUNKER 磨床在轴颈加工工艺中,工件质量精度范围仅 5 μm,冷却系统在磨削工件时的不同阶段提供不同压力的冷却液,用于冷却、冲洗砂轮和工件,供液压力不稳定将导致批量工件轴颈圆度不好。改进前冷却系统使用比例 Lanny 阀调节冷却压力,Lan-ny 阀组成结构如图 4,主要由比例气控阀和腔体组成,系统输出模拟量控制气阀开度调节腔体大小改变输出压力。JUNKER 磨床一个加工循环中单通道需要完成 4 个轴颈磨削,每个轴颈磨削需要切换 5次压力,完成一个加工循环单个 lanny 阀切换 20 次。
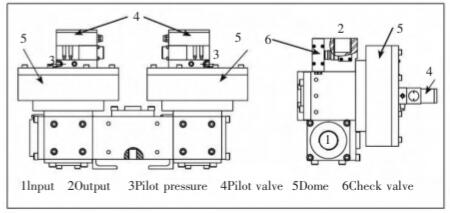
图 4 Lanny 阀机构组成
机床使用时间 1 年后,伺服比例 Lanny 阀阀芯由于长期地频繁动作,内部数个密封圈出现磨损导致动作卡滞或冷却液泄漏,机床开始出现轴颈圆度过程能力差、冷却报警频繁等问题。Lanny 阀受物理结构组成和控制原理的限制,可改进空间小。因此,磨床可靠性提升方案为使用三相交流变频器替代 Lan-ny 阀调压。
2 、冷却系统驱动结构改进
磨床冷却系统原有设计驱动结构主要由 Lanny阀、电机和高压泵组成。电机启动后以固定转速带动高压泵提供冷却液,冷却液压力通过 Lanny 阀调节。磨床磨削曲轴轴颈时,冷却压力在 0 MPa、0.1
MPa、0.3 MPa、0.8 MPa 之间快速切换,由于磨床加工精度极高,冷却压力直接影响轴颈圆度,当 LANNY阀异常时,冷却压力切换不及时或不稳定,工件轴颈圆度过程能力下降或机床报警停机,严重时产生工件批量报废。
图 5 为改进前后对比,改进后的结构由三相交流变频器、电机和高压泵组成。变频器启动后,实时获取机床加工压力需求,直接控制驱动电机调节转速驱动高压泵输出冷却压力。


图 5 冷却系统驱动结构改进
3 、电机控制方式改进
如图 6 所示,改进前电机由 PLC 逻辑控制三相交流接触器吸合后启动,改进后电机将不再直接受PLC 控制,而是由变频器控制电机启停。并实时根据系统设定压力调节电机转速。
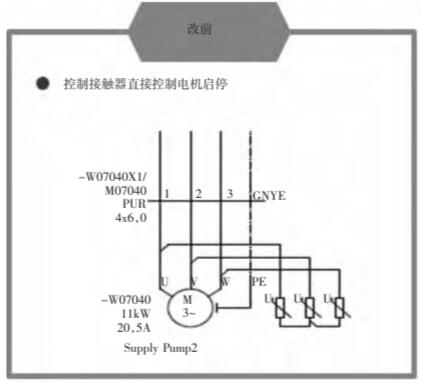
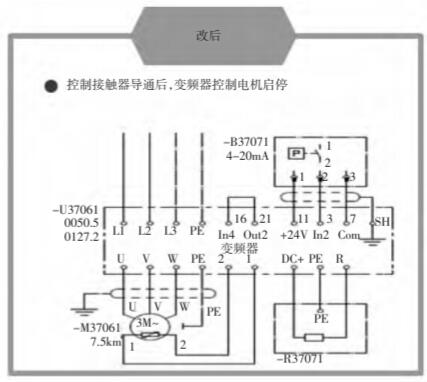
图 6 电机控制方式改进
4 、冷却压力调节方式改进
Lanny 阀的压力调节需通过示教实现,调压系统属于开环系统,系统压力调节反应稍缓,受阀芯稳定性影响大,在加工环境恶劣时,冷却液中杂质含量较多,直接影响阀芯密封部件,致使密封不严,压力建立不起来,影响加工质量。由于 Lanny 阀的开度调节是通过示教实现,所以当输出的冷却压力与设定压力差距大的时候无法自动调节适应,机床报警停机。如图 7,改进后应用变频器 PID[2]闭环控制,在泵的输出管路的压力传感器实时反馈冷却液压力给变频器,变频器将其与系统给定压力对比,当出现偏差时,立即调节电机转速实现偏差的不断缩小并最终消除偏差,改进后冷却液压力更稳定、更准确。
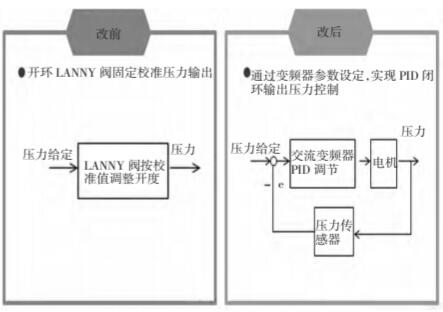
图 7 冷却压力调节方式改进
5 、冷却压力调试方式改进
JUNKER 磨床应用的比例 Lanny 阀的控制压力校准设定需要复杂的操作才能实现,包括分别对三个不同压力单独进行设定、运行专用程序启动机床输出冷却压力,核对实际压力和设定压力差异并进
行人工调整直到差异为 0。据历史作业工单时间统计,单台校准作业耗时约 2 h,改进后,无需再作压力校准,只需按工艺需求,在 NC 程序中定义冷却液压力即可实现自动调节,如图 8 所示。

图 8 冷却压力调试方式改进
LANNY 阀内部密封件数量大成本高,单个阀的配套密封件单价达 2 万元,应用中不仅有长时间、高频次的停机问题,在备件成本方面的耗费也极大。因此,改进后不再使用 LANNY 阀,具有极大的成本优势,如图 9 所示。
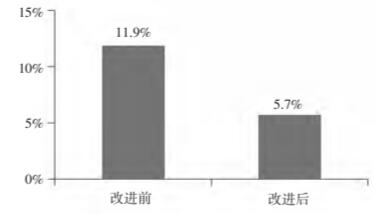
图 9 改进前后停线率对比
6 、结束语
通过改进,冷却液压力控制应用具有高柔性特点,通过 NC 程序定义压力值,冷却液压力即可在 0~1 MPa 范围内自动调节。其次,因 PID 闭环控制具有提高系统稳态性能和动态性能的优点,使变频器可以自动调节泵的转速输出目标压力,响应速度快,压力输出稳定准确[3]。改进后经过 1 年的运行,机床开通率提升,如图 9,停线率降低 6%,机床可靠性显著提高。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

