
摘 要:
本文较系统地介绍了VTC6070数控立式车床横梁及横滑板导轨的几何精度的检验和工作精度的检验。并举例说明详细的介绍其检验方法。且以图文并茂的形式加以说明,一目了然。VTC6070横梁及横滑板导轨的精度检验的主要内容包括:几何精度检验的项目,检验方法,采用检验工具和允差值;工作精度的检验项目,检验性质,试件尺寸,切削条件和允差值。新制造出来的切削机床需要以上提到的试车和验收,使用若干年后的机床,在交付使用前,在装配过程中也必须经过:静态检查、空运转试验、负荷实验和精度检验。
下面所述的内容就是我在装配过程中如何进行精度检验与如何进行VTC6070横梁及横滑板导轨的调整所积累的一些经验,浅谈一下个人体会:
关键词:直线度、平行度、允差值 、零位误差、垂直平面、水平平面
一:横梁及横滑板导轨调整的内容和步骤
由于数控立式机床VTC6070的横梁及横滑板导轨紧固后易变形,在调整上有一定的难度。调整横梁及横滑板导轨主要包括以下三项要求:
1) 调整导轨垂直平面内的直线度达到出厂标准
2) 调整导轨水平面内的直线度达到出厂标准
3) 调整导轨平行度达到出厂标准
这三项在调整中要互相兼顾,以全部达到出厂标准。调整横梁及横滑板导轨通常采用框式水平仪或光学准直仪作为测量仪器,用桥板、平行平尺、等高垫作为辅助工具,根据我们的实践,对于导轨在垂直平面内的直线度,还是用框式水平测量比较方便,因为可以边测量边调整,对于水平面内直线度,则用光学准直仪或拉钢丝方法测量较为方便。
横梁及横滑板导轨调整按下面步骤进行:
1) 技术准备:
2) 测量导轨的修前精度:
3) 拟定导轨调整方案:
4) 粗调整:
5) 精调整
二:调整前的技术准备
1.检查和调整水平仪的零位误差
水平仪零位误差的检验方法是:将水平仪置于调好水平的精密平板或横梁及横滑板导轨上,待气泡稳定后记下水平仪的示值X1,然后将水平仪在原位旋转180°,再记下示值X2,则水平仪的零位误差△=(X1-X2)/2需要注意的是,水平仪示值有方向性,一般以气泡偏向水平仪运动方向一侧为正,偏向另一侧则为负。运算中必须将正、负号带入。水平仪检定规程规定,水平仪的零位误差不应超过分度的1/4,也就是说,在同一测量位置反向180°后,两次水平仪的读数差不应超过1/2格,如果超差可通过调整零位调节装置使其符合规程要求。
2.检查测量装置的误差
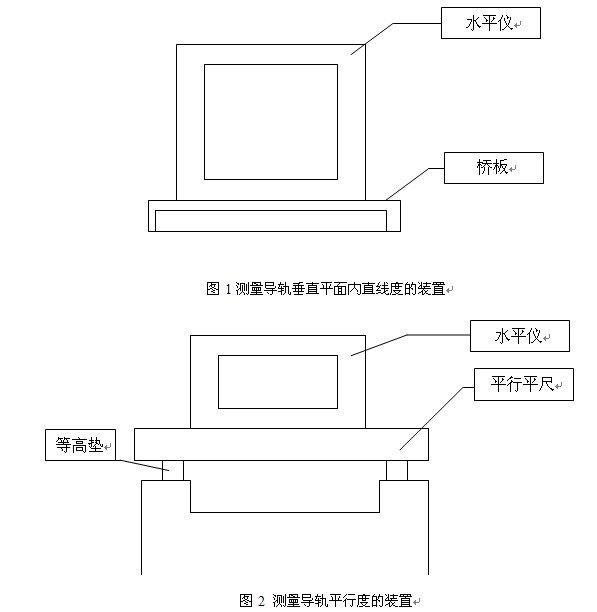
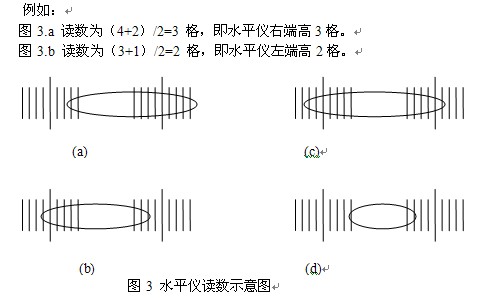
测量装置是由水平仪和测量工具(桥板、等高垫、平行平尺等)组成,其误差是由水平仪的零位误差和测量工具误差(桥板平行平尺的平行度、等高垫的等高度)积累综合产生。横梁及横滑板导轨调整中常用的测量装置参见图1和图2。
测量时,将水平仪读数除去测量装置误差就是某段导轨偏离自然水平的真实误差值。
测量装置误差的测算方法与水平仪零位误差的测算方法相似,不同的是换向时需将测量工具连同水平仪一同在原位旋转180°。
3.水平仪的读法
水平仪是机床装配中最常用到的测量仪器,主要用来测量导轨在垂直平面内的直线度,工作台面的平面度及零件间的垂直度和平行度等。水平仪读数精度规定为每格0.02/1000。
在实践中,为了排除气温变化对水平仪测量精度的影响,我们采用从气泡两端读数的方法。
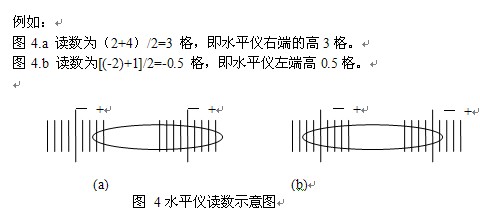
当整个气泡在两条长刻度线(零位刻度线)的同一侧时,将气泡两端的刻度值相加再除以2,即为水平仪的读数。
当整个气泡在两条刻度线两侧时,将气泡两端的刻度值相减(大值减小值)再除以2,即为水平仪读数。
采用这种方法,读数时不考虑刻度值的方向性(即无方向之分)。最后根据气泡偏离气泡零位的方向来确定读数的正负。
例如:
图3.c 读数为(2-1)/2=0.5 格,即水平仪左端高0.5格。
图3.d 读数为(2-1)/2=0.5 格,即水平仪右端高0.5格。
如认为上述方法不易记住,亦可以将长刻度线的两端注出正、负号,以右侧为正,左侧为负(参见图4)读数时连同正负号一道分别读出气泡两端的刻度值,即可得到水平仪的读数。
比较图3.a、图4.a、和图3.c、图4.b的结果,两种读数方法效果完全一致。
三、导轨的调整方法
1. 测量导轨修前精度
用图1和图2所示的装置分别测量导轨在垂直平面内的直线度及两导轨的水平度,按作图法作出误差曲线并计算每米和全长的误差值。
例如:长为1600mm的导轨,用精度为0.02—1000mm的框式水平仪测量导轨在垂直平面内直线度误差。水平仪垫铁长度为200mm,分8段测量。每段读数依次为+1、+1、0、-1、-1、0、-0.5。作图时,导轨长度为横坐标,水平仪读数为纵坐标。根据水平仪读数依次画出各折线段,使每一折线段的起点与前一段的终点重合,即可累积画出导轨在垂直平面内直线度曲线图。如图5所示:
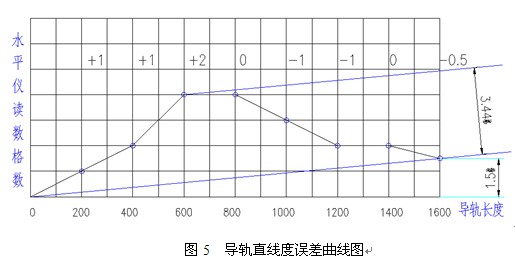
导轨直线度误差值:如图所示,最大误差值在导轨600mm处。曲线右端坐标值经计算为1.5格,按相似三角形解法,导轨600mm处导轨直线度误差最大值为4-0.56=3.44格。如果用线性值表示,应按下式计算:Δ=nil,即Δ=nil=3.44×0.02/1000×200=0.014mm。
2.调整
根据测量结果确定调整方案。首先要选择调整的基准面。一般选择的基准是:对于龙门铣床以中间立柱处床身为调整的基准,由此往两端调整;对于重型卧式车床,以接近床头的一段床身为基准,从床头往床尾调整;对于落地镗床以床身的某一端为基准,如立柱已装上,可先将立柱移到床身另一端,在一段床身调整好后,在移动立柱调整余下的另一段床身;对于数控立式车床VTC6070的横梁及横滑板均由中间向两端调整。
基准确定后,先将基准段的纵横方向水平调整好,其误差不应超过0.02/1000mm,然后通过适当紧固地脚螺栓螺帽和起升垫铁的方法,将已调好的基准段水平相对固定下来,接着从基准段开始,分别调整导轨在垂直平面内的直线度。一般取测量间隔为500mm。粗调时,每档位置上水平仪读数应控制在偏离零位不超过1格,精调时不超过0.5格。
在完成导轨垂直面内直线度的粗调和精调的同时,应检查和修正两导轨的平行度,粗调时误差值控制在0.03/1000mm以下,精调则应满足精度检查单要求,对于大型精密机床一般为0.02/1000mm。
将调整分为粗调和精调两个阶段,有助于控制调整精度,减少返工,提高效率。
调整导轨最好采用自然调平方法,即在放松全部压紧螺帽的情况下,通过起落垫铁控制导轨的直线度,调整顺序一般从基准面开始,逐段调整,也可先调整特高或特低的点,待整个导轨满足精度要求后,再逐个紧螺帽。
必须注意:在紧螺帽的同时,要适当起升垫铁,以使在自由状态下调好导轨直线度不被破坏。
由于导轨某一点的变化会影响到相邻段的导轨直线精度,因此调整中要注意,给以后的调整留有余地,免得调过火而返工。
升垫铁和紧螺帽时用力要均匀,如扳手用力不足可加上接长套管,此工作应有固定一人来做,以保持施力均匀一致。
结 论
多数大型机床的床身滑板或横梁往往设有两条以上导轨,每条导轨下面都设有偰块及调整部分。对于多导轨其调整步骤是:首先调整好外侧两条导轨的直线度和平行度,并将导轨位置固定,然后以调整好的外侧导轨为基准,在纵横两个方向上架起水平仪,调整内侧导轨的直线度和平行度。
我在调整中把重点放在垂直面内直线度和导轨的平行度上。在基准段的纵横方向水平调整好后,首先调整垂直面内直线度,同时兼顾导轨的平行度。只要控制好垂直面内直线度和导轨的平行度,那么,一般水平面内的直线度就不会超差,除非导轨的原始精度超差,如果出现超差,通过刮导轨达到精度。若允许侧面顶压,则可用侧面顶压的方法进行调整。
以上是我在工作实践中,修理金属切削机床对机床导轨调整的一些体会。
参考文献:
1《钳工工艺学》…………………………………中华人民共和国第一机械工业部主编机械工人技术培训教材
2 《金属机械加工工艺人员手册》………………上海科技技术出版社
3 《钳工》…………………………中国劳动出版社职业技能鉴定教材
4 《金属切削原理及刀具设计》…………………上海科技技术出版社
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>最高效的硬零件车削
- target=_blank>如何利用夹具实现数控车床自动钻孔功能
- target=_blank>工控主板KINO-G410 Mini-ITX工控机在数控机床中的应用
- target=_blank>数控刀具的失效形式及对策
- target=_blank>适用高端医疗行业的技术秘诀

