
数控铣削加工是数控加工中最常用的加工工序之一。而大尺寸型腔的加工是数控铣削特别是模具行业常见的加工内容。目前,大尺寸型腔的加工方法有多种,其中比较常用就是以型腔轮廓的等距线作为刀具的路径的环切法,或者是环切法和其它方法的综合应用。
但是,环切法编程目前面临诸多问题,比如,需要求解的拐点较多,并且求解难度较大。加之为了使切削过程较平稳,减小刀具在加工中的振动,提高刀具的耐用度,所以尽量要求每一次的切削层宽度一致,这也进一步加大了环切法求关键点的难度。
1、一种快速求环切法关键点的方法

1.1零件分析与加工路线合理布局。
图1是一个简单的型腔零件,而且尺寸精度要求不是很高。如果采用环切法并且只用一把刀具加工,由于拐角处R3的限制,所以,刀具直径最大选择Φ6mm。编制加工路线时,一方面需要考虑到零件的尺寸精度,所以采用先粗加工然后再进行精加工的工艺流程;另一方面需要考虑的就是加工过程中的平稳性,所以要求粗加工时切削层宽度尽量分配均匀,最后一刀精加工的切削层宽度小一些。以选择Φ6mm的刀具为例,该零件的加工路线为图2。

1.2加工路线分析,提取关键点。
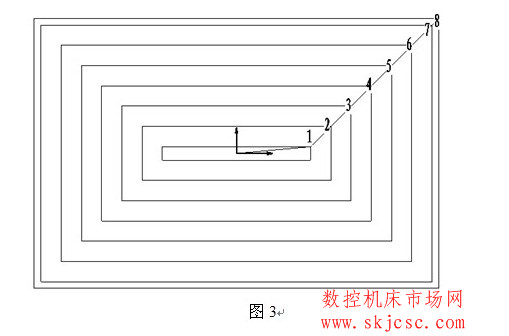
从图2中我们可以看出,环切法的加工路线其实就是一个一个矩形环,刀具以中心出发,从最小的第一个环加工到最大的最后一个环,环与环之间用斜线连接。
值得一提的是,在数控铣削编程时,对于对称的零件一般以其对称中心为编程原点,虽然路线中的拐点很多,但是由于是对称零件,所以,对于一个矩形环只要求出一个角的点坐标,其它三个角的点坐标就迎刃而解。因此,该加工轨迹的关键点一共只有8个,分别是1、2、3……8,如图3。
1.3关键点的坐标求解。
(1)分析路线特征,求取最后一个关键点坐标以及差值σ。
由于每个矩形环都是相似的,所以每个矩形环的长和宽的差值的一半为常数σ。根据零件尺寸,不难求出最后一个矩形环的尺寸为:
长度A=60mm;
宽度B=40mm;
则第8点坐标为(30,20),
差值σ= =10mm。
(2)合理选取切削层宽度。
根据刀具直径、工件材料、刀具材料以及加工质量等要求,我们选取此时的切削层宽度d=3mm。
(3)分析第一个矩形环,求取1号关键点。
对于第一个矩形环,刀具为满槽铣,接触弧的最大弧度是180°,所以此时可以暂且不考虑切削层宽度,只要在宽度方向上下两刀具中心有重叠就可以,如图4。
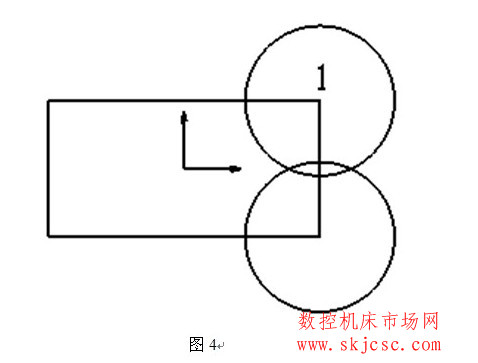
由于刀具半径为3mm,所以我们取1点的Y坐标为:
Y1=1mm,
又因为每个矩形环的长和宽的差值σ,
则X1=σ+ Y1=10+1=11mm,
所以,1点的坐标为(11,1)。
(4)依次求取2、3……7等关键点坐标。
由于1、2、3……7等关键点之间的切削层厚度为常数d,所以:
X2= X1+d=11+3=14mm;
Y2= Y1+d=1+3=4mm;
则2点坐标为(14,4)。
X3= X2+d=14+3=17mm;
Y3= Y2+d=4+3=7mm;
则3点坐标为(17,7)。
同理,求出4、5……7点坐标分别为:
第4点(20,10)、第5点(23,13)、第6点(26,16)、第7点(29,19)。
2、编程实例
以图5所示的零件,求取关键点。
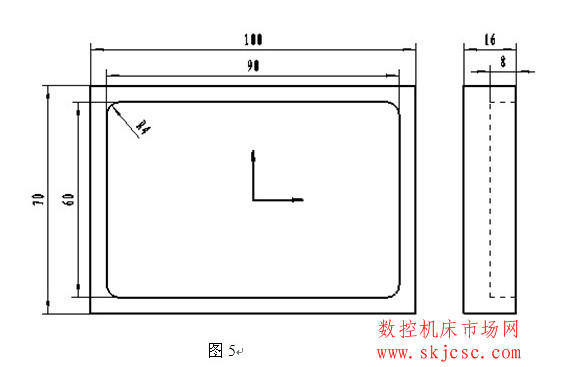
解:
(1)最后一个矩形环的关键点坐标为(41,26)。
差值σ= =15mm。
(2)选取切削层宽度d=4mm。
(3)第一个矩形环的宽度方向的坐标Y1=3mm,则长度方向的坐标X1=Y1+σ=3+15=18mm,所以第1点坐标为(18,3)。
(4)依次求出剩余几个关键点:
第2个点坐标(22,7)、第3个点坐标(26,11)、第4个点坐标(30,15)、第5个点坐标(34,19)、第6个点坐标(38,23)。
(5)以FANUC-0i数控系统为例,编制加工程序:
3、结语
该环切法关键点的求解方法是基于等差数列的计算思路,先根据已知条件求出第一个和最后一个关键点坐标,然后根据切削层宽度求出点于点之间的公差值,最后依次求出剩余关键点的坐标。计算简单,方便快捷,能大大降低目前环切法求关键点困难的问题。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>浅谈调整和消除零件中残余应力的措施
- target=_blank>现场刀具试切带来的改变
- target=_blank>轮廓定义与平滑和退回及加工余量指令编程应用
- target=_blank>840D快速I/O接口信号的研究与应用
- target=_blank>斯达拉格海科特助力轨道交通制造业

