
摘要:研究了基于指数分布的数控机床可靠性评估试验方案。首先确定评估试验方案类型为有替换定时截尾试验,然后研究了为达到一定的置信区间所需要的最小失效数,并研究了试验机床数量与截尾时间乘积应满足的条件,以便获得最小失效数。最后,对最小截尾试验时间进行研究,给出了试验机床数量与截尾时间的优化方案。
关键词:数控机床;可靠性;评估;有替换定时截尾试验
0 引言
数控机床的可靠性日益受到人们重视。“高档数控机床与基础制造装备”科技重大专项2009年度、2010年度申报指南明确提出了高速、精密、五轴联动加工中心和车削中心的可靠性目标:平均无故障工作时间(mean time between failures,MTBF)达到900h。我国于2009年4月颁布了数控机床可靠性评定国家标准GB/T 23567.1—2009,该标准于2010年1月1日开始实施[1]。然而,目前仍有一些实际问题没有得到解决。例如,为了验证某数控机床的MTBF是否达到900h,至少需要投入多少台数控机床进行试验?每台数控机床至少需要运行多少时间才能达到评估的要求?这些问题亟待解决,尤其是数控机床可靠性评估试验耗时较长、成本较高,试验的评估结果直接影响被评估机床是否达标,所以数控机床可靠性评估优化方案研究具有重要意义。
1 数控机床可靠性评估试验类型
数控机床可靠性评估试验主要分为试验场试验和现场跟踪统计试验。GB3187—1994规定:可靠性是“产品在规定的条件下和规定的时间区间内完成规定功能的能力”。可靠性研究的最终目的是保证用户可靠地使用机床,所以现场跟踪统计试验具有合理性。但由于涉及利益关系和现场记录员(一般来说也是机床的操作者)专业水平的局限,现场跟踪统计试验还有不完善的情况,所以试验场试验(俗称试验室试验)应得到相应重视。但无论哪种试验,对试验机床的数量和时间的要求应该是一致的。
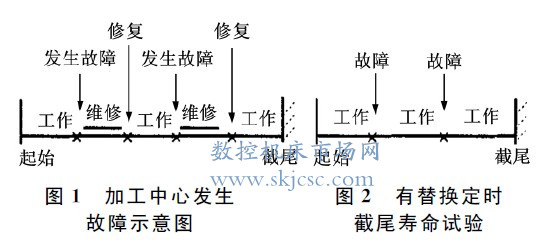
数控机床可靠性评估试验一般为截尾试验,包括:无替换定时截尾试验、无替换定数截尾试验、有替换定时截尾试验和有替换定数截尾试验。经研究发现,有替换定时截尾试验更适合数控机床可靠性评估。
有人曾对加工中心故障维修时间进行研究[2-3],发现加工中心故障维修时间大部分小于10h,并且据统计,维修时间t>10h的故障仅占故障总数的10%以下。所以可将数控机床故障模型由图1简化为图2,即数控机床的实际试验接近有替换定时截尾寿命试验。根据多年的数控机床现场试验数据,一些学者指出:数控机床失效概率函数服从指数分布或威布尔分布[4-7]。我国国家标准GB/T 23567.1和美国标准ASTM E2696-2009讨论了指数分布情况下的试验方案[1,8],但是二者都没能给出适用于数控机床的优化(或推荐)评估试验方案。由于数控机床种类繁多,在这种情况下,简明的基于指数分布的优化评估方案,在工程中具有实际意义。本文讨论指数分布情况下数控机床可靠性评估试验方案。
2 最小失效数与置信区间的关系
对数控机床进行有替换定时截尾试验,并且假设数控机床失效密度函数为

则其平均寿命(MTBF)点估计值为
式中,n为参加试验的机床数量;t0为截尾时间;r为失效数。
假定显著水平为α,则被测机床MTBF的1-α置信区间为[9]

其中,![]() 是自由度数为(2r+2)的卡方分布的(1-α/2)的下侧分位数;
是自由度数为(2r+2)的卡方分布的(1-α/2)的下侧分位数;![]() 是自由度数为2r的卡方分布的α/2的下侧分位数。可以看出,在平均寿命^θ和显著水平α确定后,数控机床MTBF 的点估计值的置信区间取决于其在截尾时间内的失效数r。令
是自由度数为2r的卡方分布的α/2的下侧分位数。可以看出,在平均寿命^θ和显著水平α确定后,数控机床MTBF 的点估计值的置信区间取决于其在截尾时间内的失效数r。令 ,称为下限系数,
,称为下限系数, 称为上限系数,则可计算并绘出失效数与MTBF置信区间上下限的关系,如图3所示。图3给出了当(1-α)分别为50%、60%、70%、80%和90% 时,失效数与MTBF置信区间的关系,并且可以看出:置信区间随着失效数增大而缩小。取^θ=900h,α=0.1,得到进一步详细数据如表1所示。例如,当失效数为22时,置信区间为[630,1329]。
称为上限系数,则可计算并绘出失效数与MTBF置信区间上下限的关系,如图3所示。图3给出了当(1-α)分别为50%、60%、70%、80%和90% 时,失效数与MTBF置信区间的关系,并且可以看出:置信区间随着失效数增大而缩小。取^θ=900h,α=0.1,得到进一步详细数据如表1所示。例如,当失效数为22时,置信区间为[630,1329]。


同理,取^θ=900h,α=0.2,得到结果:当失效数为14时,置信区间为[625,1330]。即当失效数减小到14时,“弃真”或“采伪”的概率为20%。
3 产生最小失效数的条件
设有n台数控机床进行截尾时间为t0的有替换定时截尾试验,记Ni(t0)为第i台机床在[0,t0]内的失效数,在机床寿命服从指数分布eλ下,可以证明[9]:Ni(t0)服从泊松分布,即Ni(t0)~p(λt0)。又记N(t0)=N1(t0)+N2(t0)+… +Nn(t0)为n台机床在[0,t0]内发生的总失效数,由这n台机床工作的独立性和泊松分布的可加性,可得N(t0)~p(nλt0),即

由图3和表1可以看出,给定显著水平α 后,要想使数控机床MTBF的点估计值的置信区间在合理的范围内,就要使数控机床在试验结束时有一定的失效数。例如,假设数控机床的MTBF=1/λ=900h,显著水平α=0.1,若使其置信区间为[630,1329],那么试验结束时失效数应该大于22。由于n台机床总失效数服从泊松分布,所以就要求试验结束时,这n台机床前1~r个失效数出现的概率之和是一个较小的数,即为一个小概率事件,例如,当显著水平α=0.1时,这个数不大于10%,令

解之得,nt0≧27000,即试验机床数n与截尾时间t0之积应该大于27000。
同理,取显著水平α=0.2,令这n 台机床前1~r个失效数出现的概率之和是一个小概率事件,可得nt0≧19000,此时最小失效数为14。虽然此时参与试验的机床数n与截尾时间t0的乘积nt0减小了,试验的成本也会相应降低,但付出的代价是:试验方案的“弃真概率”增加至20%,这是不可取的。
4 试验方案的有效率研究
4.1 指数分布判断的必要性
用较短的时间进行数控机床可靠性评估十分具有诱惑力。尽管以上讨论的结论是:当试验机床数n与截尾时间t0之积大于一定数值时,可以在试验结束时得到足够的失效数,进而可以得到MTBF的置信区间,但由于有替换定时截尾试验的特殊性,当截尾时间较短时,例如:t0=100h或t0=200h,由于太多试验信息未展现出来,所以此时不能够判断数控机床的失效规律是否为指数分布,因而其可靠性评估失去了判断基础,评估试验是无效的。
对于无替换定时截尾试验,检验数控机床失效概率密度函数是否为指数分布有如下方法[9]:设对n台数控机床进行截尾寿命试验,得到定时截尾样本t1≦t2≦…≦tr≦t0(r为失效数)。计算每次失效发生时的累积试验时间和总试验时间,其中直到第k次失效的累积失效时间为
总试验时间为

检验统计量为

当![]() 时,投入试验的数控机床失效概率密度函数为指数分布,否则就不服从指数分布。
时,投入试验的数控机床失效概率密度函数为指数分布,否则就不服从指数分布。
4.2 试验方案有效率判断
假设数控机床MTBF=900h,显著水平α=0.1,试验机床的数量为n,截尾时间为t0,进行如下仿真试验:
(1)产生10000组容量为45~50的指数分布的随机数;
(2)在nt0≦27000的前提下,选用不同的n与t0的组合,见表2;
(3)从这10000组随机数中筛选出4000组前r个失效时间小于t0的随机数,并将这4000组随机数当作截尾时间为t0的4000次试验的结果;
(4)对这4000组数据逐一判断试验结果是否服从指数分布,并将服从指数分布的试验在全部4000次试验中所占的比例定义为评估试验的有效率。
(5)仿真试验的结果见表2。

从表2可以看出,当试验机床数量小于50、截尾时间大于540h时,试验方案的有效率不小于87%;试验机床数量为50~55、截尾时间为490~540h的区域是剧烈变化区域;当试验机床数量大于55、截尾时间小于490h时,试验方案的有效率不大于66%,这时有34%的试验虽然是指数分布,但由于截尾试验的时间较短,许多信息未能充分展现,因而被认为不符合指数分布。
需要说明的是,基于简明考虑,本文用无替换定时截尾试验的判别标准检验其是否服从指数分布,这会带来一些误差。但当机床数量增大时,例如n≧30时,这种误差会越来越小。在表2中当机床数为22、23时,试验有效率的计算误差较大。但这并不影响仿真结果的指标意义,因为当机床数为22、23时,截尾时间依据nt0≦27000会取较大的值,它可以使数控机床的失效状况较充分显现,因而通常可以判断其是否服从指数分布。有可能无法进行分布检验的是试验机床数量较大但截尾时间较短的试验方案,但这时选用无替换定时截尾试验的判别标准误差已很小,即表2中n为40、50的计算结果误差是很小的,可满足工程应用。
5 结论
(1) 对于给定的显著水平α,若要求MTBF的点估计值在给定的置信区间内,则试验结束时失效数应该大于某一个数值。例如,假设被评估机床MTBF =900h,显著水平α=0.1,则当置信区间为[630,1329]时,失效数r≧22。
(2) 产生最小的失效数的条件是:试验机床数n与截尾时间t0之积应该大于某一个数值。例如,当显著水平α=0.1时,为了产生最小的失效数22,应当使nt0≧27000。
(3) 当截尾试验时间t0较小时,尽管投入试验的数控机床数量n可以较大,但评估试验的有效率仍然较低,所以试验时间不能太少。当显著水平α=0.1,机床平均寿命为900h,置信区间为[630,1329]时,建议试验机床数为25~50,截尾时间为1080~540h,如表2所示。
(4)一般来说,显著性水平提高,可以降低试验成本,但付出的代价是:试验越来越不可信。
(5)在可靠性试验过程中,如果是正常地装卸工件、换刀,只要机床不是停机等待,则试验方案不需修正;如果是停机等待,并且停机时间大于10h,则在原方案中试验机床数不包括停机的机床数。如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>基于切削参数的数控机床节能的优化设计
- target=_blank>内齿轮铣齿机床加装磨削头颤振研究
- target=_blank>步距规提高数控机床定位精度
- target=_blank>基于灰色神经网络的机床热误差建模
- target=_blank>利用普通轧辊机床加工高硼钢轧辊适应性分析及实践

