
一、存在的题目
(1)调速系统陈旧。工作台一般由1部直流电机驱动,采用"交流电动机-直流发电机组-交磁扩大机"调速系统(K-F-D系统),启动电流大、对电网容量要求高、机械传动能耗大、效率低(0.5~0.68),由模拟量调节参数,温漂大。
(2)电气控制系统落后。采用继电器-接触器系统,中间环节多、电器元件老化严重、故障频繁、维护量大、各项用度高。
(3)工作台调速范围小、精度低。工作台减速、换向由机械式限位开关实现,低速时速度不稳,换向冲程大,常出现爬行、越位等现象,影响加工件质量。
(4)占地面积大,噪声高。
(5)加工范围小,仅适于粗刨加工。
总之经过几十年使用,老式龙门刨床可靠性、稳定性已不能达到目前生产加工的要求。襄樊万洲电气团体有限公司对多台老式龙门刨床的电气控制系统进行了数字智能化改造。
二、B220型龙门刨床数字智能化电气系统改造
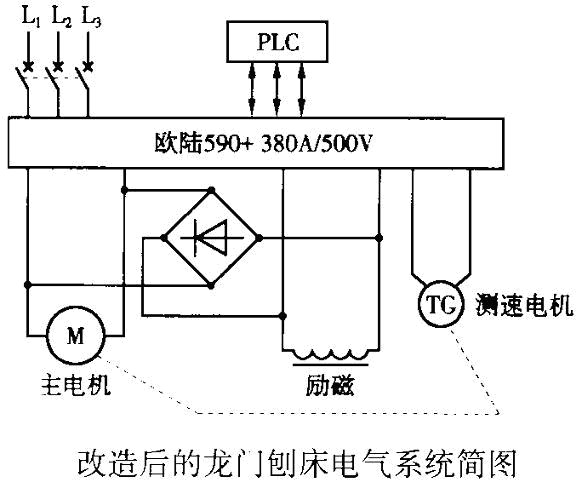
改造采用了590+/380A(英国欧陆公司产品)直流调速装置和基于PLC的电气控制系统,实现了工作台的无极调速、自动加减速、换向以及极限限位停车等动作。在直流电机尾端加装测速电机与PLC构成闭环控制,进步了控制及定位精度,工作台行程限位改用电磁感应接近开关。电气系统简图见下图。
刨床改造后有如下特点:
(1)高性能的调速系统。590+是数字化产业直流电机调速装置,输出电流在15~2400A,能耗低,效率高(0.95以上),启动电流小于1.5Ie,对电网的冲击小用户可根据需要设定各参数,具有监控、保护功能,配有I/O、P3串行通讯接口,与上位机通讯方便,可进行故障存储记忆,自适应参数优化等智能化操纵。
(2)先进的电气控制系统。PLC取代繁杂的交直流继电器控制,完成龙门刨床自动进刀、抬刀、落刀等各种动作,保证工作台加速、减速、换向的精确运转,减少了电器元件使用量,进步了系统可靠性,维护方便。
(3)工作台调速范围大、精度高改造后速度可达5~1500r/min,从启动到全速只需约8s,从全速到减速换向,可在12s内完成,且换向平稳,无冲击、爬行、越位等现象。可以恒转矩切削,加工精度、效率大为进步。
(4)加工范围广,可用于刨、刮、磨、铣加工。
三、改造效果
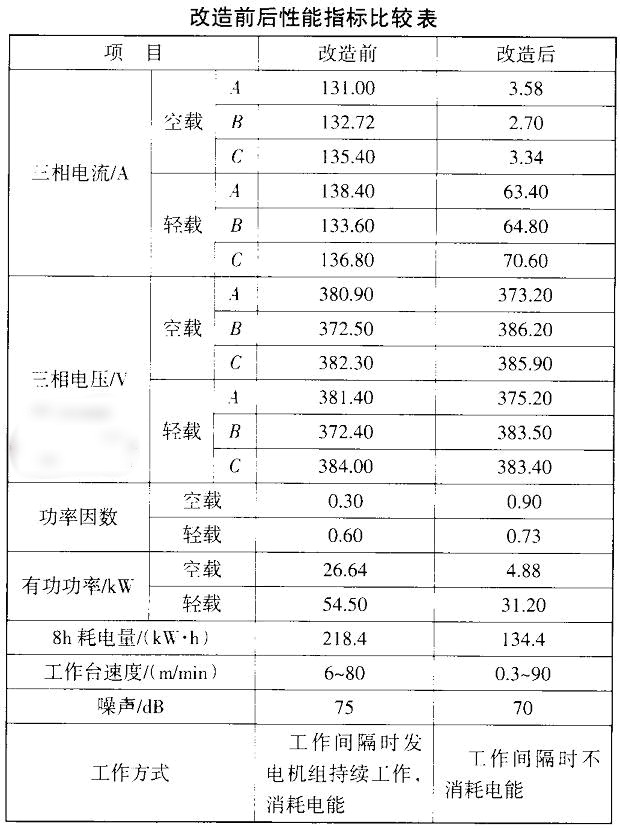
改造后设备运行平稳,各项性能得到明显改善,见下表。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>超同步交流异步感应伺服在龙门刨床上的应用
- target=_blank>无氢DLC刀具涂层
- target=_blank>数控机床功能部件的特点及发展
- target=_blank>机床夹具产业的现状及发展
- target=_blank>用于数控工具磨床的新型合成切削油

