
由于深孔钻床的特殊性,其价格比较昂贵,对于非专业化、批量化深孔加工需求的厂家,成本明显过高。而采用普通机床改为深孔加工机床,由于其成本低、安装运作周期短以及一床多用(车削、铣削、深孔钻削、深孔镗和深孔珩磨)等优点,为许多生产厂家所接受。
枪钻系统的工作原理与方法
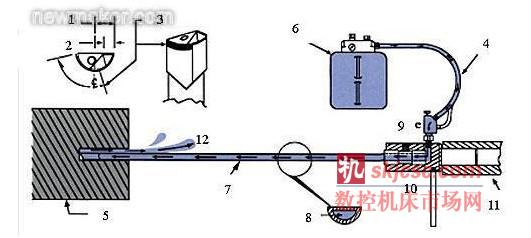
上图各部分名称如下
1 切削段 7 深孔(枪管)钻钻头
2 切削点 8 钻身中心雾化混合气信道
3 磨光面 9 喷嘴
4 雾化混合气通道 10 旋转之钻头/夹持套筒
5 被切削工作物 11 工作母机主轴
6 切削冷却液与空气混合雾化装置 12 切屑与雾化混合气回收信道
深孔(枪管)钻切削系统的操作步骤
步骤一 先将切削冷却液以1比10的比例混合妥当后,注入切削冷却液储存箱内。
步骤二 预先在工作物上钻出一精度为+0.001英吋(0.0254mm)/-0的导引孔,深度为钻径之二分之一; 注意:该孔径绝对不能小于钻头直径。
步骤三 确认钻头被牢固地锁紧在夹持套筒里,并稳固地连接于主轴上; 同时对好切削中心线。将切削冷却液储存箱与喷嘴接合并连接到工作母机上。
步骤四 将钻刃尖端伸入导引套或导引孔内,但不可使尖端碰触及导引套或导引孔的底部
步骤五 开启滑动或双重阀门,调整雾化混合气至适当状态,选定适当的进刀速度与转速 。
步骤六 激活主轴与进刀,确使切屑稳定和连续性的产生。若金属屑呈裹起状,请立刻降低进刀速度。在切削过程中,持续不断地检查钻刃是否磨损,在退刀时,应先停止主轴转动。
普通机床改造为深孔钻机对原有机床的要求不高。改造时,不改变原机床的性能及结构。只需加装一套枪钻系统(冷却雾化系统和夹持套筒、选用枪钻)就行,对于转速较低的机床,有的需要加装增速器。改装后的机床拆除深孔枪钻系统后,不影响原来机床的使用。
驱动柄夹持套筒
适合传统式或新式CNC等机床使用的一系列“驱动柄夹持套筒”。
同为减少您购买太多单一尺寸驱动柄夹持套筒而增加成本。
切削冷却液雾化系统
切削冷却液及其雾化系统,是深孔精密切削加工不可或缺的环节;加工过程中可以根据钻削尺寸的不同,调整配合不同的油液输送压力,通过贯穿钻头全长的中心输送管道,将冷却液强制输送至切削点,以达到冷却刀刃、润滑刀肩的效果,并将切屑强制带出工作物之外。
切削冷却油雾化系统的采用,有利于改善加工刀具的工作环境、提高加工精度,是一种经济实用的选择。
同时该系统还适用于多种机床,如手动机床、研磨机床、加工中心等。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>圆台平面磨床操作七个注意点
- target=_blank>平面磨床蒸压加气的使用技巧
- target=_blank>平面磨床发动机的检查以及维修
- target=_blank>平面磨床冷门使用功能
- target=_blank>螺纹铣削加工方法具有的优势







