
车床尾座套筒轴心线与床头箱主轴轴心线对床身导轨的等高度是车床几何精度的一项重要指标。按国家有关车床制造标准要求在两班工作制和遵守使用规则的条件下,机床精度保持两年。由于尾座经常在导轨上移动,加上长时期的使用,致使尾座底板与床身导轨的滑动结合面磨损量较大。尤其是80年代以来生产的车床,为提高车床导轨面的耐磨性,对车床导轨进行了热处理淬火,提高了导轨面硬度,所以更加快了尾座底板的磨损,造成了尾座轴心线与床头箱主轴轴心线对床身导轨的等高度超差。等高度超差时不但严重影响被加工零件精度,同时也降低了刀具的使用寿命,如钻中心孔时,中心钻容易折断等问题。在设备精度普查时发现车床尾座套筒轴心都比床头箱主轴轴心偏低,其偏差值为0.1~0.6mm,大大超过了普通车床精度标准GB4020规定允差。过去一般采取在尾座底面用粘结剂粘结铜板的方法,来抬高尾座中心高,但这样很费工时,而且,在使用一个阶段后,仍会重新出现尾座中心高降低的毛病。为了彻底解决这个问题,我们对尾座套筒的结构进行了(如图)改装。
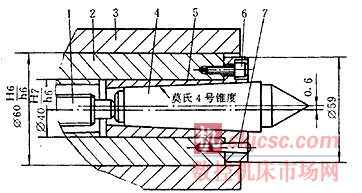
1.丝杠 2.套筒 3.尾座体 4.顶尖 5.偏心套 6.螺钉(两个) 7.锥销(两个)
车床尾座改装图
改进方法及顺序 首先将尾座套筒2拆卸下来,把原来的莫氏4号锥孔改制成Ø40H7的圆柱孔,再按图中所示,制造一个外圆Ø40n6,内孔为莫氏4号锥孔且偏心量为0.8mm(图中0.6mm为实测值)的偏心套5,而后将偏心套5装入尾座套筒2孔内,并同时预确定好偏心位置,然后再将尾座套筒2等零件按原位置装入尾座体3。
调整与测量 按检验等高的方法,装好检验棒,固定好百分表,并使其测头在垂直平面内触及检验棒移动溜板在检验棒的两极限位置上检验,同时依床头箱主轴中心高度调整偏心套5的偏心位置,使其转至等高要求精度。还应利用尾座本身原有装置调整找正尾座套筒轴心线在水平面内对主轴轴心线的平行度,然后配作紧定偏心套5的螺钉6孔和定位锥销7(内螺纹圆锥销GB118)。
工作原理 当尾座套筒锥孔中心比床头箱主轴锥孔中心偏低时,放松紧固螺钉6,拔出锥销7,根据需要拨转偏心套5,即可调整尾座套筒的中心高度,调整后重新配作定位锥销。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>氮气平横缸用在加工中心、立式车床、数控铣、龙门铣等领域的好处
- target=_blank>各种液压机的不同作用
- target=_blank>中国模具行业刀具知识
- target=_blank>G系列产品改革了模具机床制造
- target=_blank>激光钻孔技术的最新方法介绍







