
在机械加工过程中为确保加工精度,在数控机床上加工零件时,必须先使工件在机床上占据一个正确的位置,即定位,然后将其夹紧。这种定位与夹紧的过程称为工件的装夹。用于装夹工件的工艺装备就是机床夹具。
1 工件定位的基本原理
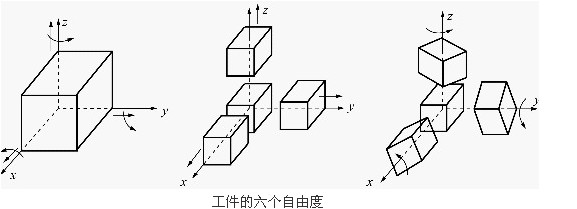
六点定位厦理
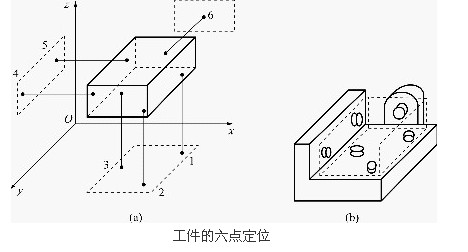
工件在空问具有六个自由度,即沿x、y、z三个直角坐标轴方向的移动自由度和绕这三个坐标轴的转动自由度因此,要完全确定工件的位置,就必须消除这六个自由度,通常用六个支承点(即定位元件)来限制关键的六个自由度,其中每一个支承点限制相应的一个自由度,在如y平面上,不在同一直线上的三个支承点限制了工件的王、于三个自由度,这个平面称为主基准面;在平面上沿长度方向布置的两个支承点限制了工件的拿两个自由度,这个平面称为导向平面;工件在xoz乎面上,被一个支承点限制了,一个自由度,这个平面称为止动平面。
综上所述,若要使工件在央具中获得唯一确定的位置.就需要在夹具上合理设置相当于定位元件的六个支承点.使工件的定位基准与定位元件紧贴接触,即可消除工件的所有六个自由度.这就是工件的六苣定位原理。
(2)六点定位原理的应用
六点定位原理对于任何形状工件的定位都是适用的,如果违背这个原理,工件在央具中的位置就不能完全确定。然而.用工件六点定位原理进行定位时,必须根据具体加工要求灵活运用.工件形状不同t定位表面不同,定位点的分布情况会各不相同,宗旨是使用最简单的定位方法,使工件在夹具中迅速获得正确的位置。
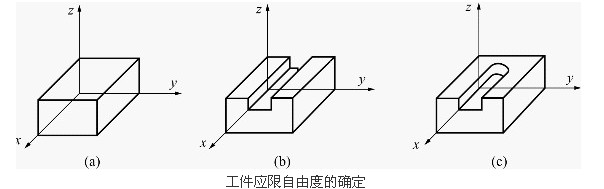
①完全定位。工件的六个自由度全部被夹具中的定位元件所限制,而在夹具中占有完全确定的唯一位置,称为完全定位。
②不完全定位。根据工件加工表面的不同加工要求.定位支承点的数目可以少于六个。有些自由度对加工要求有影响,有些自由度对加工要求无影响,只要确定与加工要求有关的支承点,就可以用较少的定位元件达到定位的要求,这种定位情况称为不完全定位。不完全定位是允许的,下面举例说明。
在数控机床上工件定位与装夹的重要性
五点定位钻削加丁小孔,工件以内孔和一个端面在夹具的心轴和平面上定位,限制工件五个自由度,相当于五个支承点定位。工件绕心轴的转动;不影响对小孔tD的加工要求。
四点定位铣削加工通槽B,工件以长外圆在夹具的双v形块上定位,限制工件的四个自由度,相当于四个支承点定位。工件的f、i两个自由度不影响对通槽B的加工要求。
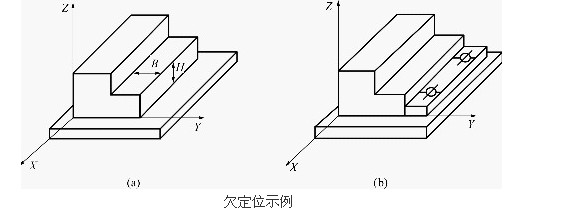
③欠定位。按照加工要求应该限制的自由度投有被限制的定位称为盆定位。欠定位是不允许的+斟为欠定位保证不了加工要求。如铣削零件上的通槽,应该限制三个自由度以保证槽底面与A面的平行度及尺寸两项加工要求;应该限制两个自由度以保证槽侧面与B面的平行度及尺寸30mm±o lmm两项加工要求;自由度不影响通槽加工,可以不限制。如果没有限制就无法保证;如果莹、或萝没有限制,槽底与A面的平行度就不能保证。
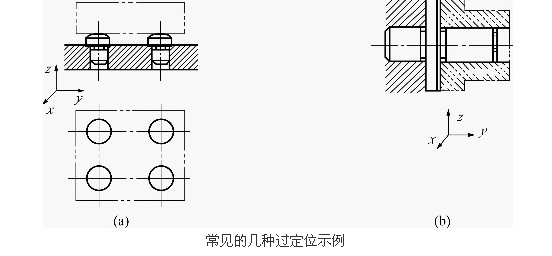
④过定位。工件的一个或几个自由度被不同的定位元件重复限制的定位称为过定位。当过定位导致工件或定位元件变形,髟响加丁精度时。应该严禁采用。但当过定位并不影响加工精度,反而对提高加工精度有利时,也可以采用,要具体情况具体分析。
2 常见的几种过定位示例
(3)定位与夹紧的关系
定位与夹紧的任务是不同的,两者不能互相取代。若认为工件被夹紧后,其位置不能动了,所以自由度都已限制了,这种理解是错误的定位与夹紧的关系,工在支承平面1和两个长圆柱销2上定位,工件放在实线和虚线位置都可以被夹紧,但是工件在x方向的位置不能确定,钻出的孔其位置也不确定(出现尺寸A和A)。只有在x方向设置一个挡销时,才能保证钻出的孔在x方向获得确定的位置。另一方面,若认为工件在挡销的反方向仍然有移动的可能性,因此位置不确定,这种理解也是错误的。定位时,必须使工件的定位基准紧贴在夹具的定位元件上,否则不称其为定位,而夹紧是使工件不离开定位元件.
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>机床拖链的用途和特点
- target=_blank>安迪伺服在深孔钻床上的应用
- target=_blank>计算机辅助制造CAM软件在数控加工中的应用
- target=_blank>具有创新性的涂层工艺技术分析
- target=_blank>数控加工中心加工零件的特点







