
丝杠挤压调直法的工艺分析
2013-06-08 10:47:39.0 来源: 作者:
对于直径较大长度也较长,又存在几个弯的丝杠,采用挤压调直,效果很好。
1工作原理
采用调直工具,在外力的作用下,挤压丝杠牙底表面,使其表面产生塑性变形,向轴向延伸,改变丝杠内部应力状况,而使其变直。
2调直方法
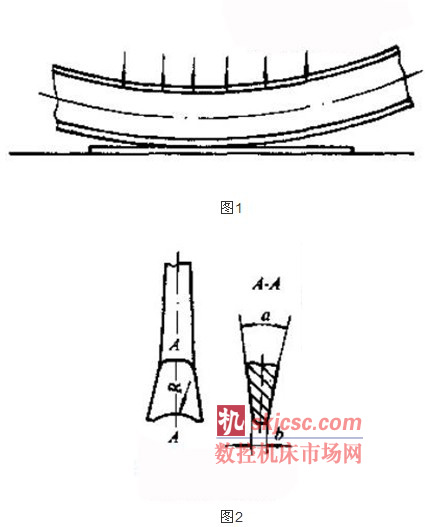
先在车床上或平台上,测出丝杠弯曲的位置和方向,然后把弯曲的四处向上,凸面向下与金属垫板接触,如图1所示。在凹处200~300mm范围内,用图2所示的专用扁铲和用手锤打击丝杠牙底,使丝杠小径的金属变形,而达到调直的目的。在整个调直的过程中,检测弯曲情况,打击扁铲挤压交错进行,直到把丝杠调直。此种方法,简而易行,不仅适用于大小丝杠,而且也适用于轴类毛坯的调直,调直后也不易复原。
3应注意的问题
调直用的专用扁铲尺寸R,应大于丝杠牙底直径的一半,b小于牙底宽,α小于牙形角;与工件接触的R截面,应磨出圆弧;调直完后,应用锉刀将被挤压的牙底处修平。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>自制刀具应对模具机械加工
- target=_blank>铣削刀具加工方式的改进方向
- target=_blank>数控加工中有3种补偿类别应用
- target=_blank>普通数车自动钻孔实现功能
- target=_blank>针对铜或铝合金材质的高效孔加工
名企推荐







