



摘 要: 全面地介绍辅助功能的分类、执行原理、扩展辅助功能的定义、机床参数的详细设置、相关PLC接口信号的描述、扩展辅助功能的应用及编程。
关键词: 扩展辅助功能;地址扩展;应答;程序块
在诸多西门子数控机床中,尤其是进口设备西门子系统数控机床,扩展辅助功能使用甚多,而许多数控机床维修人员对之了解较少,在遇到相关问题时非常棘手,因此对西门子数控系统扩展辅助功能进行研究很有必要。
1 、辅助功能
辅助功能在任何数控系统中都必不可少,在西门子数控系统中,辅助功能有两类:普通辅助功能和高速辅助功能。高速辅助功能分为带程序块改变延时的高速辅助功能和不带程序块改变延时的高速辅助功能。辅助功能用在一般的零件加工程序、动作同步或工艺循环中。
西门子数控系统辅助功能有M(辅助功能)、S(主轴功能)、H(辅助功能)、T(刀号)、D及DL(刀具偏移)、F(进给率)。
表1 常用辅助功能的缺省数量

在NC零件加工程序编写中,辅助功能的扩展地址和值可以用变量指定,扩展地址必须是整数,辅助功能的值一般为整数,但H功能的值可以是整数,也可以是浮点。如SP_NO=1,ROTDIR=3,M[SP_NO]=ROTDIR,对应于 M1=3。
2 、辅助功能码的执行原理
在NC零件加工程序中编写辅助功能码,当零件加工程序执行辅助功能码时,PLC数据块接口信号的状态位发生变化,对于扩展辅助功能,辅助功能码的扩展地址和辅助功能码的号都同时送到PLC数据块接口信号,PLC程序判断相应的辅助功能码,执行相关的动作和应答,NC加工程序执行下一个程序块。
3 、扩展辅助功能码的定义
840D辅助功能码使用超过缺省数量就需要进行功能码扩展。如M辅助功能缺省的只有M0~M99,要使用M99以上的M功能码就需要扩展。
要使用各种扩展辅助功能码首先必须在机床数据中进行设置和定义,在多通道系统中,每个通道都可以定义各自所需数量的辅助功能,相关参数设置如下:
MD 22010: AUXFU_ASSIGN_TYPE[n]=标识字母,即辅助功能类型的标识字母,包括M、S、H、T、D、DL、F等,如定义M辅助功能,则MD22010=”M”。
MD 22020: AUXFU_ASSIGN_EXTENSION[n]=地址扩展,即辅助功能地址扩展,特殊情况地址扩展1-4预留给主轴的S和M功能。辅助功能的扩展地址0、1、2、30、17是不允许的。
MD 22030: AUXFU_ASSIGN_VALUE[n]=值,即分配到组的辅助功能的值。如果值小于零,则分配到这个组的所有辅助功能都使用同一个扩展地址。
MD 22000: AUXFU_ASSIGN_GROUP[n]= k 辅助功能组,即对辅助功能进行分组,这里n为一个通道允许的辅助功能的数量,与系统的软件版本有关,上述这四个机床参数必须分配同样的数目。
如定义M100:
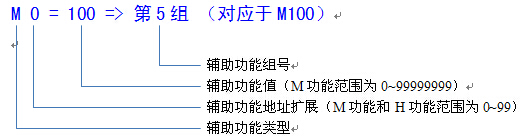
MD 22010 AUXFU_ASSIGN_TYPE[0] = "M"
MD 22020 AUXFU_ASSIGN_EXTENSION[0] = 0
MD 22030 AUXFU_ASSIGN_VALUE[0] = 100
MD 22000 AUXFU_ASSIGN_GROUP[0] = 5 (第5组)
缺省辅助功能的分配:
第1组:辅助功能M0, M1, M2, M17和 M30作为标准分配到辅助功能第1组
第2组:主轴的M功能M3, M4, M5, M19和 M70作为标准分配到辅助功能第2组
第3组:主轴的S功能作为标准分配到辅助功能第3组
对于H辅助功能,其值是使用整数还是使用浮点,由MD22110选择,MD 22110: AUXFU_H_TYPE_INT(H辅助功能初始化),1= H功能的值为整数,0=浮点数。
各种辅助功能的传输时间即辅助功能输出可以通过设置以下机床数据进行定义:
MD 22200: AUXFU_M_SYNC_TYPE
MD 22210: AUXFU_S_SYNC_TYPE
MD 22220: AUXFU_T_SYNC_TYPE
MD 22230: AUXFU_H_SYNC_TYPE
MD 22240: AUXFU_F_SYNC_TYPE
MD 22250: AUXFU_D_SYNC_TYPE
MD 22252: AUXFU_DL_SYNC_TYPE
这些机床数据的值设置为:
0=轴运动之前输出
1=轴运动期间输出
2=程序块结束后输出
3=不输出到PLC
对于那些缺省组的辅助功能,当在MD 11110: AUXFU_GROUP_SPEC[n]参数中没有定义时,第1组的传输时间为程序块结束,第2组的传输时间为运动之前,第3组的传输时间为运动期间,对于第2- 15组用户可以在参数中定义改变设置,但对于第1组用户不能改变设置。
辅助功能应答的定义及相关参数设置如下,辅助功能由PLC应答:分为普通应答和高速应答。高速应答分为带程序块改变延时(需应答)和不带程序块改变延时(不需应答)。带程序块改变延时即从一个程序块执行到下一个程序块之间有延时或停顿,需要应答信号才能执行下一程序块;不带程序块改变延时即从一个程序块执行到下一个程序块之间没有延时或停顿,不需要应答信号直接执行下一程序块。
是否带程序块改变延时由MD22100决定,MD 22100: AUXFU_QUICK_BLOCKCHANGE:0=带程序块改变延时,1=不带程序块改变延时。
下面参数定义组内的辅助功能应答和传输时间,MD 11110: AUXFU_GROUP_SPEC[k] 辅助功能组定义,k为组号:
位0=1:辅助功能应答
位1=1:高速辅助功能应答
位2预留
位3=1:不输出到PLC
位4预留
位5=1:轴移动前输出
位6=1:轴移动期间输出
位7=1:程序块结束输出
如果辅助功能没有分派到任何辅助功能组,它总是按普通应答辅助功能及MD22200-22252传输时间进行处理。
普通辅助功能的输出和应答在OB1中进行,高速辅助功能的输出在OB1中处理,应答在OB40中进行。
下面以示例程序及时序对辅助功能输出及应答加以详细描述:
N10 G94 G01 X50 M100 (MD22200:AUXFU_M_SYNC_TYPE=1,轴移动期间M100输出)
N20 Y5 M100 M200 (MD22200:AUXFU_M_SYNC_TYPE=0,轴移动之前M200输出)
N30 Y0 M=QU(100) M=QU(200) (作为高速辅助功能输出)
N40 X0
N50 M100 M200 (没有轴移动,立即输出)
M17
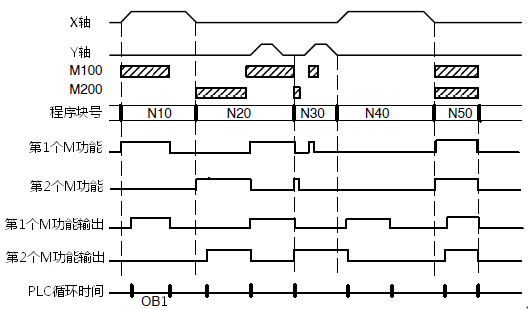
图1 辅助功能执行时序
图1描述了扩展辅助功能码M100和M200的执行时序,其辅助功能的状态输出从OB1扫描开始,到OB1扫描结束,信号维持1个OB1的完整扫描周期时间,对于高速辅助功能,其状态输出从下一个OB1扫描开始,仍然维持一个OB1的完整扫描周期时间。
4 、接口信号及其描述
接口信号重点以M和H功能加以描述,在NC加工程序的基本辅助功能M0~M99执行过程中,每个M功能码都有唯一的接口信号与之相对应,即M0~M99分别与DB21-30.DBB194—DBB206中各个位相对应,执行某个M功能,其相应的接口信号状态发生改变,根据状态变化执行相关动作和相关处理。
但执行扩展的辅助功能时没有一一对应的接口信号,对于M功能码只有5个状态接口信号,对于H功能码只有3个状态接口信号,因此在一个NC加工程序块中,最多只允许编程5个M辅助功能,3个H辅助功能,在每一个NC加工程序块的辅助功能执行过程中,M和H功能每次都分别对应这几个接口信号。
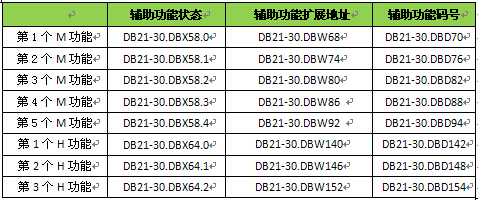
当第1个M功能码执行时,状态接口信号DB21-30.DBX58.0发生改变,同时扩展地址存放到DB21-30.DBW68,功能码号存放到DB21-30.DBD70中;当第2个M功能码执行时,状态接口信号DB21-30.DBX58.1发生改变,扩展地址存放到DB21-30.DBW74,功能码号存放到DB21-30.DBD76中…;其余扩展M辅助功能及H辅助功能接口信号原理一样,如表2。状态接口信号只保持一个OB1的扫描周期,而扩展地址及功能码值在下一个程序块的功能码执行前保持不变。
表2 扩展M及H辅助功能接口信号表
5 、扩展辅助功能的编程与应用
辅助功能的执行,由于接口信号为一个OB1的扫描周期,必须对辅助功能信号进行处理与解码。对于扩展辅助功能使用数量较少,可以采用一般方法进行PLC编程和处理进行实现,如使用扩展功能码M150进行工件夹紧,当其执行时,状态接口信号DB21.DBX58.0从0变为1,功能码的号存放到DB21.DBD72,PLC接收到命令输出Q4.0开始夹紧,夹紧到位压力继电器SP1(I1.2)发信号并进行应答,简单程序如下:
A DB21.DBX58.0
JCN NX
L 150
L DB21.DBD70
==I
S M4.0
NX:
A M4.0
= DB21.DBX6.1 //读入禁止
= Q4.0 //夹紧
A I1.2 //应答
R M4.0 //复位M4.0及读入使能
如果扩展辅助功能使用的数量较多最好使用数据块编程进行系统的处理和解码较好,更具有通用性,部分示例程序如下,首先根据所需M功能及H功能的数量,各建立一个数据块,使辅助功能码各对应数据块中的一个位,对应方法计算为,如H4025,对应数据块为DBX503.1(4025÷8=503余1)。其次对辅助功能进行解码和储存。在其它PLC程序中需要使用某个辅助功能码时,直接引用该功能码所对应的数据块位即可。
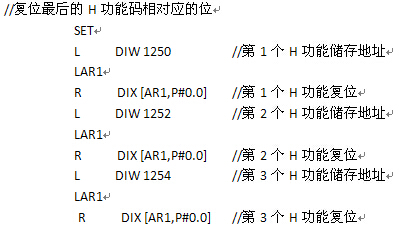
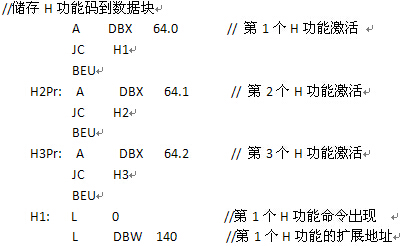
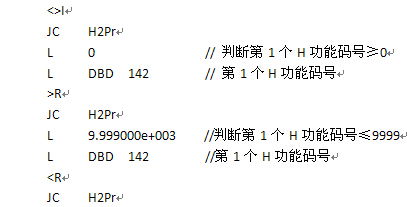
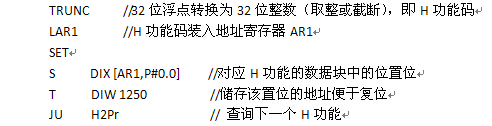
如果扩展辅助功能使用的数量较多最好使用数据块编程进行系统的处理和解码较好,更具有通用性,部分示例程序如下,首先根据所需M功能及H功能的数量,各建立一个数据块,使辅助功能码各对应数据块中的一个位,对应方法计算为,如H4025,对应数据块为DBX503.1(4025÷8=503余1)。其次对辅助功能进行解码和储存。在其它PLC程序中需要使用某个辅助功能码时,直接引用该功能码所对应的数据块位即可。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

