



摘要:曲轴作为发动机的核心部件,其加工精度及表面粗糙度的要求非常高,在曲轴全部加工完成后,需要对曲轴进行抛光处理。通过三菱M70系统在天润曲轴公司CA03曲轴加工生产线中曲轴砂带抛光机上的应用,积累了在曲轴关键加工设备上应用的成功经验。
关键词:曲轴抛光机 三菱M70系统 C轴控制 PLC轴控制
天润曲轴有限公司是以发动机曲轴为主导产品的生产企业,拥有生产设备1 130台,其中金切设备790台和高精尖设备125台。拥有年产50万支曲轴毛坯的德国KW铸造生产线、15万支曲轴的德国Beche锻造生产线、奥地利气体软氮化曲轴生产线和德国轿车曲轴生产线,以及由美国、意大利、英国、德国等国家高精尖加工与检测设备组建的具有国际先进水平的重卡、中卡、轻卡、轿车曲轴机加工生产线和胀断连杆生产线,年产锻钢曲轴、球墨铸铁曲轴50多万支。
曲轴砂带抛光机是专用于曲轴零件外圆表面抛光加工的机床,操作简便,性能可靠,可适用于不同直径、长度曲轴的加工。数控曲轴砂带抛光机(以下简称抛光机),技术先进,性能完善,调整方便,适应能力强。抛光机的头架由两个电机控制主轴旋转和轴向振动,电机均为伺服控制,可根据工件材质、工件尺寸选择转速和最佳振频,满足抛光加工对表面粗糙度的要求。尾架主轴和抛光头的前进、后退由液压驱动,抛光带卷带机构的走带量根据工件加工需要可调整:一个工作循环可以改善零件表面粗糙度一级以上。笔者以天润曲轴有限公司cA03曲轴加工生产线中抛光机为基础,对原有控制系统进行优化改造,采用三菱M70数控系统,针x,-J-抛光机的工作特性,充分利用M70系统的功能,从而在曲轴关键加工设备上积累成功经验。
1、 抛光机的工作流程
1.1 抛光机的结构
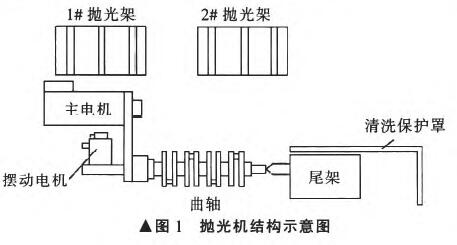
抛光机主要由1掸抛光架、2撑抛光架、抛光带卷带装置、横架移动轴、摆动轴、主轴、尾架、清洗防护罩、液压站及其它相应功能部件组成,如图l所示。
1.2抛光机的控制T艺及要求
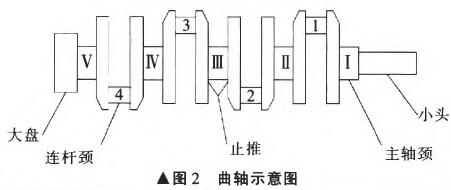
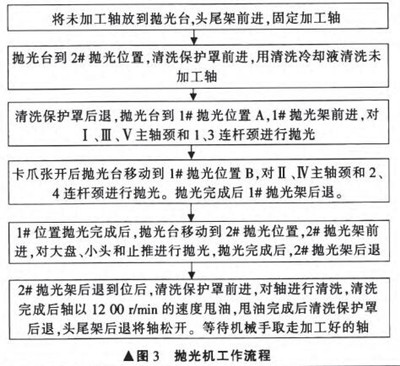
CA03线抛光机为正反转抛光。在加212过程中,曲轴(图2)先被夹紧,抛光开始时先反转12圈再正转18圈,需要加工的曲轴有12个加工位置:5个主轴颈、4个连杆颈加上大盘、小头和止推。共需要三次加工,第一次为I、Ⅲ、V主轴和l、3连杆,第二次为Ⅱ、Ⅳ主轴和2、4连杆,第三次为大盘、小头和止推。在实际控制中,在抛光架将连杆颈夹紧的时候.需要曲轴旋转一定的角度才允许被抛光架夹紧.不然会造成抛光带被挤断的危险。图3所示为曲轴抛光的整个工作流程。
2、系统的选型
根据抛光机的工艺流程,在系统选型时需要满足实际工作的需要。选型时需要注意以下几点。
(1)抛光机主轴能以任意角度定位。由于曲轴构造的特殊性,连杆颈设计时会有角度偏差,一般为180。、120。等,在抛光架将抛光带夹在连杆颈上时,对连杆颈的位置有严格的要求。
(2)摆动轴要独立运行,在固定位置停止(有检测开关)。曲轴在抛光过程中,需要曲轴有一定幅度的摆动,以便不留死角。摆动幅度由机械控制,摆动频率由电机控制。
通过对抛光机整个控制工艺的了解及对相应技术难点的分析后,对系统提出了具体的要求。首先,主轴可以进行C轴控制,通过编程控制主轴的角度;其次,系统在运行程序时,需要有能独立运行的轴;最后,性价比要高。综合3点要求,选择三菱M70B数控系统,具体配置见表1。
表1系统配置清单

3.1 PLC轴的定义
三菱数控系统中的PLC轴是指该轴的运行模式、运行速度、运行位置、启动指令等的控制完全由PLC程序控制,不同于伺服轴直接由加工程序控制[1]。对NC伺服轴而言,PLC轴是相对独立的。
3.2摆动轴的控制方式
摆动轴在控制时,需要独立于系统被单独控制,结合数控系统的性能,摆动轴采用PLC轴形式进行控制。由于摆动轴的往复控制由机械完成,只要控制电机按照规定的速度进行旋转.所以对于PLC轴的控制方式,可以固定为寸动正方向模式,运行速度由PLC常数#18003(对应PLC地址为R7504/R7505)设定㈨,通过M82/M83指令控制摆动电机的启停。具体PLC控制程序如图4、图5所示[“]。
3、摆动轴的控制
3.1 PLC轴的定义
三菱数控系统中的PLC轴是指该轴的运行模式、运行速度、运行位置、启动指令等的控制完全由PLC程序控制,不同于伺服轴直接由加工程序控制[1]。对NC伺服轴而言,PLC轴是相对独立的。
3.2摆动轴的控制方式
摆动轴在控制时,需要独立于系统被单独控制,结合数控系统的性能,摆动轴采用PLC轴形式进行控制。由于摆动轴的往复控制由机械完成,只要控制电机按照规定的速度进行旋转.所以对于PLC轴的控制方式,可以固定为寸动正方向模式,运行速度由PLC常数#18003(对应PLC地址为R7504/R7505)设定㈨,通过M82/M83指令控制摆动电机的启停。具体PLC控制程序如图4、图5所示[“]。
4、主轴控制
4.1 主轴C轴控制
在实际控制中.由于连杆颈之间存在着角度分布.所以要求在抛光架夹紧连杆颈的时候,需要主轴旋转一定的角度,使连杆颈与抛光架始终保持良好的吻合,保证抛光的精度。同时,考虑到抛光机加工曲轴的多样性,不同的曲轴在设计时,连杆颈的分布位置也不同。需要方便使用者进行调整,所以在主轴定位时,首先考虑主轴进行C轴控制,这样可以通过数控编程来完成不同角度的定位需求。为了提高定位精度,在主轴上安装有同期位置编码器,进行全闭环控制。
主轴与C轴控制方式切换,采用M功能来实现,M80功能:主轴、C轴控制有效,M81功能:C轴控制无效。图6为实现C轴控制的PLC程序∞M]。
4.2主轴抛光圈数的控制
抛光机在加工过程中,需要进行正反转抛光,同时对抛光的圈数有要求,通过将C轴设为直线旋转轴,指定#500为抛光速度、#501为正转抛光圈数、#502为反转抛光圈数。通过程序计算实现对抛光圈数的控制慵]。实际加工程序:
91 C01 F#500 c[360.*#501]正转抛光
1391 C01 F#500 C[一360.*#502]反转抛光
5、结束语
(1)通过对抛光机抛光工艺的了解,结合三菱数控系统的功能特性,充分发挥数控系统的控制功能,利用三菱数控系统PLC轴、C轴控制功能,满足客户对抛光机的特殊需求。
(2)由于抛光机辅助动作较多,使用数控系统的M辅助功能,使各辅助功能可以单独输出,方便调试。通过加工程序,可以方便地将各辅助功能进行串联,达到抛光工艺流程的要求,方便客户使用。同时,由于M辅助功能相对独立,可根据产品的实际加工需求,进行相应的程序修改.可以使一台机床同时满足多种曲轴的抛光加工,拓宽了机床的使用范围。
(3)由于采用数控系统进行控制,比起原先的PLC控制方式,对操作维护技术人员的要求相对降低,方便客户进行机床的保养及维护。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

