



数控车削凸轮时刀具实时摆动角度控制的宏程序应用研究
2018-9-20 来源:湖南汽车工程职业学院 机电工程系 作者:洪美琴
摘 要:车削凸轮时刀具工作角度要保持恒定不变,为此刀具在车削过程中需要绕回转中心摆动一定的角度。文中根据刀具摆动转角的计算公式,利用数控宏程序及数控系统变量实现刀具摆动角度的实时计算,并利用旋转轴指令 A #1 作为控制信号来实时控制伺服电机的转动,以实现刀具工作角度恒定不变的目的。
关键词:摆动角度;变量;系统变量;宏程序
0、引 言
车削凸轮时,刀具根据凸轮轮廓的变化作高速往复移动的同时还要摆动一定的角度以修正补偿刀具工作角度变化,使车削过程中刀具的工作角度保持恒定值,如图1 所示。切削过程中凸轮随主轴转动,刀具往复移动的同时绕回转中心摆动 α 角,在切削凸轮轮廓曲线的不同部位时,车刀切削点的法线始终通过刀具的回转中心,确保车刀刀尖的切削点与刀具回转中心的连线在切削点的法线 n-n上,因而使车削过程中刀具工作角度恒定不变,使凸轮始终在合理状态下切削。由车削时刀具与凸轮的几何位置关系可以得出,刀具相对于被加工凸轮的运动轨迹相当于滚子对心从动件平面凸轮机构运动状态,如图 2 所示。
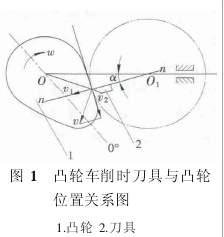
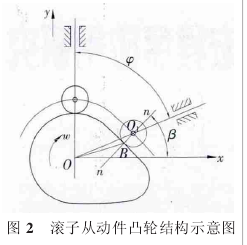
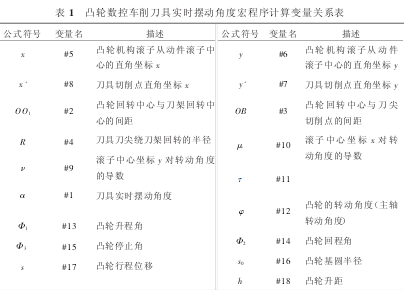
图 2 中凸轮的滚子中心可假设成刀具回转中心,刀具回转中心点即为滚子对心从动件的理论廓线上一点,B 点为滚子与凸轮的切点,为凸轮实际廓线上的一点,也即刀具的切削点,刀具的回转半径相当于滚子半径。图 2 中 O 为凸轮的回转中心,∠OO1B 为凸轮的瞬时压力角。经图 1 与图 2 比较,凸轮的瞬时压力角与刀具摆动补偿角度值相等,即与刀具实时摆动角度 α 相等。车削时根据凸轮轮廓实时计算切削点的刀具摆动角度值,此值作为控制信号控制伺服电机转动对应的角度,从而控制刀具的转角以达到车削时刀具保持恒定前、后角的目的。
1 、刀具实时摆动角度的计算分析
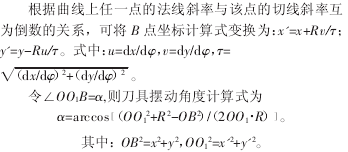
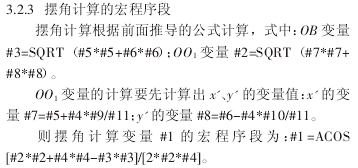
车削凸轮时刀具工作角度保持不变,其刀尖绕回转中心回转而摆动相应的角度。刀具摆动的角度相当于凸轮的瞬时压力角,与∠OO1B 相等,因此可根据图 2 来计算。图 2 中滚子中心 O1点的坐标计算式为 :x=(s0+s)·sinφ;y=(s0+s)cosφ 。式中:x、y 为滚子中心点坐标;s0为凸轮的基圆半径;s 为凸轮的行程距离;φ 为凸轮的转角。B 点直角坐标计算式为:x'=x-rccosβ;y'=y -rcsinβ。 式中:x'、y'为 B 点的坐标;rc为滚子半径,相当于刀具切削点到回转中心的距离 R;β 为法线 n-n 与水平线的夹角。
2 、刀具摆动角度实时计算的数控系统变量选择
从刀具摆动角度计算式推导过程可知实时摆动角度值 α 与凸轮的转角即主轴的转角 φ 成函数关系,所以需要获得主轴的实时转角来计算刀具的摆动角度值,为此选用数控系统的系统变量来实时获得主轴转角信息,通过宏程序来实现实时计算。数控系统变量能够获取包含在机床处理器或 NC内存中的只读或读/写信息,包括与机床处理器有关的交换参数、机床状态参数、加工参数等系统信息。实现凸轮的数控车削加工,通过宏程序利用数控系统旋转轴功能来控制伺服电机转动来控制刀具的摆动角度,同时加工中要实时读取主轴位置信息,需要选用带三轴、四轴功能的数控系统的数控车床。由于选用的机床具有伺服电机主轴功能,因而可以利用主轴位置信息 数 控 系 统 变 量 直 接 读 取 主 轴 位 置 信 息 。 如FANUC0i -TD 数控系统,根据 FANUC 0i -D 系统变量的设定,位置信息中当前指令位置机床坐标系下的系统变量为 #5021~#5025,#5021、#5022 对应第一轴、第二轴,即 2 个基本轴 X、Z 轴系统变量,#5023 则对应为主轴当前位置的系统变量,应用 #5203 变量就能直接得到凸轮的实时转角 φ 值。
3 、宏程序编程分析
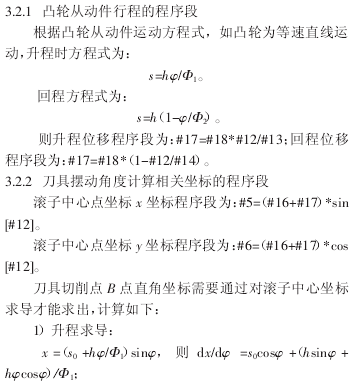
刀具摆动角度计算除与凸轮的转角 φ有函数关系外,还与凸轮行程s有函数关系,而凸轮的行程也与凸轮的转角有函数关系。因此根据上述公式计算刀具摆动角度值时,首先要根据凸轮从动件运动规律方程式来计算 s值。对于不同的凸轮轮廓只要改变从动件运动方程式,运用基本相同的宏程序即可实现刀具实时摆动角度的计算和摆角指令控制信号的输出。
3.1 刀具实时摆动角度宏程序编程的变量定义
宏程序的相关变量的确定是依据计算刀具摆动角度的公式来定义,如刀具的摆动角度、凸轮回转角度即主轴转动角度、凸轮从动件行程等,具体变量参数如表 1 所示。
3.2 宏程序程序段设计
刀具摆动角度计算与凸轮的转角即主轴的转角有关,凸轮转角 φ 的变量 #12 由主轴位置信息系统变量#5023 来定义,即 #12=#5023。

4、 刀具摆动角度的宏程序设计
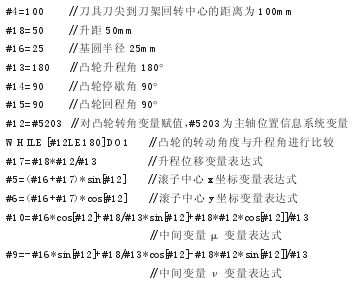
计算刀具摆动角度的宏程序计算的变量可以分为已知量,如凸轮运动方程中升距、停止角、升程角、降程角及基圆半径,车削刀具刀尖到刀架回转中心的距离。对这些变量直接赋值。以一个实际凸轮为例来编写宏程序。该凸轮顺时针转过 180°时,从动件上升 50mm;当凸轮接着转过 90°时,从动件停歇不动;当凸轮转过剩余 90°时,从动件返回原处。O1328(子程序)
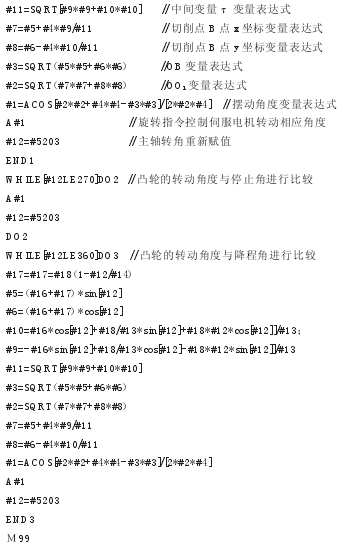
程序段中 A 为第四轴地址字,A#1 指令控制伺服电机转动对应的角度,以实时控制刀具的工作角度,使其保持恒定值。
5 、结 论
刀具工作角度要保持恒定值是数控车削凸轮时要解决的一个关键问题,车削时刀具要绕刀架回转中心摆动一定的角度,摆动值要随凸轮轮廓变化实时计算出来。选用高端数控系统如 FANUC 0i-D 的数控机床,利用数控系统主轴位置信息系统变量实时读取主轴的转角,通过宏程序实现刀具摆动角度的实时计算,同时旋转轴指令作为控制信号控制伺服电机转动,不仅解决了实时计算并能实时输出旋转角度指令 A#1的难题,还能实现不同的凸轮轮廓只要改变凸轮运动条件参数赋值均可采用宏程序进行实时计算输出控制指令 A#1,以实时控制刀具摆动的角度,适应性强,应用范围广.
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

