



海德汉 TNC426 数控系统故障维修
2020-5-15 来源: 中国电子科技集团公司第三十九研究所 作者:范 恒
摘 要: 针对海德汉 TNC426 数控系统出现的系统报警: Processor Check Error 详细介绍了故障诊断及维修过程。
关键词: 海德汉; TNC426; 系统报警; LE426M 模块; 维修调试
1、 故障现象
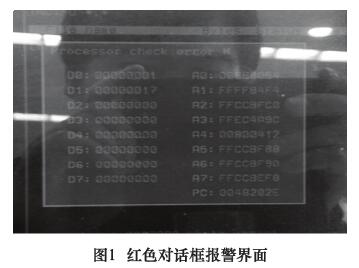
笔者单位一台瑞士米克朗公司生产的立卧加工中心 UCP1000 在开机后出现红色对话框报警: ProcessorCheck Error,报警下面为错误信息代码,无法进入正常操作界面( 如图 1 所示) 。重启机床后,依旧出现报警。
2 、故障诊断过程
此机床采用海德汉 TNC426 数控系统。该系统为海德汉公司早期产品,它的主要数控单元为 LE426M模块( 以下简称 LE 模块) 。由于该模块由三块电路板组成,俗称三联板。即 LE 模块由 MC( main computer,主机) 的两个模块和 CC( controller computer,控制机)一个模块组成,如图 2 所示,右边两个模块为 MC,左边的为 CC。该 LE 模块的集成度非常高,其中 MC 为整个数控系统的核心单元,它主要完成数控单元内的数字控制、处理和通信工作,以及机床的 PLC 逻辑控制,MC 在系统软件的控制下,对机床的加工程序自动进行处理,并发出相应的控制指令及进给控制信号,MC 上带有位置输入接口、PLC 输入输出接口、操作面板接口、机床显示 VGA 接口等。CC 主要是将 MC 输出的控制指令和信号转变成伺服驱动器的 PWM 控制信号,然后输出到电动机,从而驱动电动机,并且采集编码器反馈的速度信号,再将这些信号反馈给 MC,并由 MC 进行处理,如此反复工作。CC 上带有 PWM 输出接口和速度输入接口、LE 供电设备总线接口等。根据 LE 模块的工作原理,分析是否由于 MC 与 CC 进行数字信号处理或通信时出现内部错误而引起的报警,通过以下办法进行分步排查:
( 1) 首先,排除 LE 模块上外接部件的原因。
①关闭机床,保留 LE 模块上的 VGA 显示接口X43 和 LE 模块供电接口 X69 的插头,拔掉其余插头;
②开启机床,依旧报警。
③可以排除外接插头引起报警,确诊为数控单元LE 模块内部故障引起的报警。
( 2) 其次,排除 LE 模块上软件故障的原因。
分析是否由于 MC 中硬盘数据出现错误或是硬盘本身硬件故障导致系统加载启动数据时出现报警:
①将 MC 内的硬盘拆下来。
②将原有备份的硬盘数据( 早期系统正常时做好ghost 镜像文件) 恢复到另一块新购硬盘中。
③安装新的硬盘,开启机床,系统启动后依旧 报警。
④通过排除以上可能原因,可以确诊报警是由于LE 模块硬件故障所致。
3 、故障维修过程
3. 1 LE 模块故障的原因及处理办法
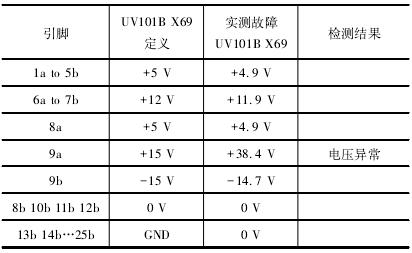
将故障 LE 模块寄到海德汉( 北京) 公司进行检修,检测结果为该模块的三块电路板均有不同程度的烧坏,主要是电路供电部分烧坏严重,由于烧坏程度较重,已经无法修理,海德汉公司建议以旧换新。得知该检测结果,分析是否由于 UV101B 供电异常导致 LE 模块烧坏,在没有 LE 模块的情况下开启机床,参照电源模块 UV101B 的设备总线X69 接口引脚图纸,对 X69上有关供电的每一个引脚进行电压检测,测量中发现+15 V 电压确有异常,该电压高达+38. 4 V,如表 1 所示,确诊 UV101B 烧坏。再将电源模块 UV101B 寄到海德汉( 北京) 公司进行检修。

表 1 电源模块 UV101B X69 引脚定义
3. 2 新 LE 模块安装调试及故障处理
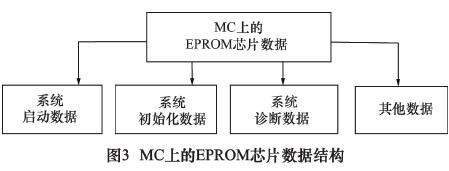
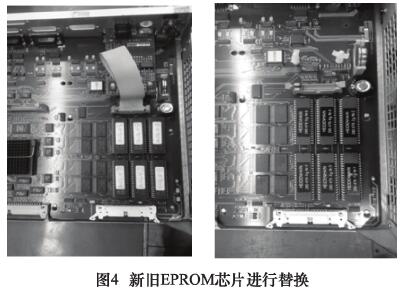
( 1) 对开机无报警,但操作界面不正确的处理过程以旧换新的 LE 模块与修好的电源模块 UV101B均到现场后,将其安装完毕,开机后界面定屏显示“TNC426”,再无法进入下一个操作界面,操作面板上的按钮也均为失灵状态。分析原因是由于新换的 LE模块上的 EPROM 芯片内还为默认数据,所以开机启动数据不正确,无法正确引导进入数控系统。EPROM内存储着系统的固件数据,主要包括系统启动数据、系统初始化数据、系统诊断数据等,图 3 为 EPROM 数据结构图。将新旧 LE 模块中的 MC 模块打开,谨慎拆下12 块 EPROM 芯片( 每个 LE 模块上有 6 个 EPROM 芯片) ,如图 4 所示,将新旧 LE 模块中的 6 块芯片一一对应进行替换。做这项工作时一定要非常小心,一旦芯片针脚折弯或是变形就会断掉。安装好 LE 模块,重新开机后进入正常操作界面,有坐标轴显示。
( 2) 对机床参数不正确的处理过程
虽然有坐标轴显示,但发现显示机床轴数不正确。由于该机床为四轴加工中心,四轴分别为 X、Y、Z、C,但实际界面显示出 X、Y、Z、B 和 C。出现这种情况时应该注意,不要修改参数将多余轴关闭,因为海德汉的机床参数有好几千个参数,并未发现是否还有其他不匹配的参数,确定新的 LE 模块中的机床参数 MP 还是默认的设置值,安全起见应将旧 LE 中的硬盘替换到新的 LE 模块中,即使用原来的硬盘数据,硬盘数据主要包括机床参数。机床 PLC 程序、机床程序、机床操作功能等,图 5 为硬盘数据结构图。重新开机,显示机床轴数和参数均正确。
5
( 3) 对机床一系列 PLC 报警的处理过程
但开机又出现了许多报警信息,比如: EmergencyStop( 急停) 、Hydrlic Alarm( 液压未启动) 等。分析是因为机床 PLC 程序未启动,所以机床上的所有检测开关与执行机构工作均不正常。对于这种情况,可以利用海德汉 TNCremote 软件将 PLC 备份数据恢复到系统中。该项工作需要准备一个有串口的笔记本电脑、可连接电脑与 RS232 接口的一对一串口线、海德汉TNCremote 软 件 以 及 原 来 机 床 的 PLC 备 份 文 件( PLC. LST 和 PLC. BCK) ,安装好软件之后,进行回装数据。
操作步骤如下:
①关闭机床和电脑,用串口线连接电脑与机床显示器后面的 RS232 接口。
②开启机床和电脑。
③打开电脑上的 TNCremote 软件,然后点击机床上的 RS232 设置,显示 protocol( 通信协议) 设置为 LSV-2,Baud rate( 波特率) 显示 115200,此处可以不用修改这些设定,然后点击 TNCremote 软件上的通信设置,protocol 将自动设置为 LSV-2,Baud rate 将自动检测显示为 115200,电脑界面将提示已经连接成功。
④此时软件界面上半部分显示该电脑内的硬盘数据,下半部分显示机床硬盘 TNC 分区内的机床数据,点击菜单中的 Extras→点击 Backup/Restore→出现 TNCRestore对话框→点击该对话框左上角 File→点击 Open file list→在电脑硬盘中找到需要回装的 PLC. LST,点击打开。
⑤然后点击对话框上排菜单中的 Run→点击 Re-store,执行到此处时又出现报警,显示调试密码不正确。由于一般海德汉系统的调试密码是 807667,输入该密码,提示还是密码不正确。怀疑机床制造商修改了调试密码,利用 Ghost Explorer 软件打开机床 Ghost原始备份文件( 原来硬盘的 Ghost 备份) ,找到文件中的 OEM. SYS 文件,提取该文件到桌面,将该文件使用文本格式打开,看到文件中有一行 PLCPASSWORD:FU9R85N8,将该密码输入,PLC. LST 文件被下载到机床 LE 系统中。然后重启机床,操作界面无任何报警,显示正常,机床恢复正常工作。
4 、结语
该故障是由于电源模块 UV101B 故障,烧坏了 LE模块,从而导致的系统报警。新换的海德汉 TNC426LE426M 模块的调试过程较为复杂,调试过程中出现了一些较为典型的海德汉系统问题,都采用相应办法进行了解决。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

