



SIEMENS 840D 系统的数控机床误差补偿研究
2020-5-18 来源:广东工贸职业技术学院 作者:邱腾雄
摘要: 从数控机床基本概念和机床误差存在的原因出发,针对机床误差的主要因素提出数控机床实施误差补偿的步骤。 并对 SIEMENS 840D 数控系统自带的补偿功能体系进行了研究和分析,为后续加工生产提供了理论指导,具有理论与实践的双重意义。
关键词: 数控机床; 几何误差; 热误差; 误差补偿
0 引言
随着现代制造技术水平的不断提高,精密加工技术不断发展,对于数控机床加工精度的要求也越来越高。 而数控机床在实际生产过程中的各项误差是造成加工精度达不到要求的最大原因。 数控机床误差的成因千差万别,从机械零部件的角度上讲,由于各部件的尺寸及装配过程均存在一定的误差,当各类零件互相组合之后,整体的误差被放大了若干倍形成更大的误差;从运动控制的角度上讲,先期的程序编制和运行中的反馈误差都是制约数控机床精度的重要因素;在机床精密加工中,机床的几何误差及热误差是制约加工精度的主要因素。 而在数控机床的各组成部件中,给系统的几何误差和热误差对机床的整体精度影响又是最显著的,以通过研究几何误差和热误差来提高机床的精度具有重要的意义。
SIEMENS 840D 型数控机床是由西门子公司开发的,由数控及驱动单元(CCU 或 NCU)、MMC,PLC模块三部分组成的,具有强大误差补偿功能,能够实现温度补偿、反向间隙误差补偿和插补补偿的综合控制系统的数控机床。
1 、数控机床的误差补偿方法研究
误差补偿是相对于误差防止而提出的,传统的补偿防止方法是通过机床的结构设计优化、改善机床的使用环境,从而在源头上消除或补偿各种误差。在操作层面,由于误差具有明显的规律性,所以建立合理的数学模型并采用有效的控制算法可以显著地降低操作过程中的各类误差,保证机床运转的精度。数控机床实施误差补偿涉及主要的步骤:
(1)对数控机床误差、机床温度进行测试,并在此基础上分析其产生的规律和机理;
(2)根据误差分析建立数学模型,然后根据需要进行误差补偿器软件和硬件的开发; 制作与机床数控系统实时数据交互的模块,实现与机床之间的异步通信;
(3)关键模块的开发和配置,在部署好通信交互模块后,要对各个误差补偿器模块进行部署和安装,实现与交互系统的实时交互。
2 、SIEMENS 840D 系统的数控机床误差补偿实施研究
(1)温度补偿
数控机床在实际加工过程中,因使用环境温度的变化、机床各个运动部件之间的相互摩擦产生热量及电动机的运行发热,从而使得对机床运动轴位置产生附加误差,最终影响工件的加工精度。 SIEMENS 840D系统提供的温度补偿功能能够较好地解决这一热变形问题。通过引入拟合误差直线方程,即运动轴处在Sx位置时的定位误差温度补偿值。
ΔLx=L0+(Sx-S0)tan θ (1)
式中 L0———与运动轴位置不相关的温度补偿值;
Sx———运动轴在某一时刻的实际位置;
S0———运动轴的参考点;
tan θ———与运动轴的实际位置相关的温度偏差补偿系数。
在 SIEMENS 840D 数控系统中 ,SD43900 用来表示与位置无关的温度补偿 值 L0;SD43910 用来表示温度为 T 时的误差拟合直线斜率 tan θ(T);SD43920 用来表示温度补偿参考点坐标 S0。
SIEMENS 840D 数控系统为温度补偿提供了 3种方式进行设置:
①当参数 MD32750 设置为 1 时,执行位置无关温度补偿;
②当参数 MD32750 设置为2 时,执行位置相关温度补偿;
③而当参数 MD32750设置为 0 时,则不进行温度补偿。 其执行温度补偿的工作过程是将系统检测到的温度偏差值送到 NC插补单元中参与插补运算从而实现轴运动的修正;当温度偏差值为正值时 ,控制轴向负方向运动 ;当温度偏差值为负值时 ,控制轴向正方向运动 。SIEMENS 840D 数控系统对于机床温度的采样 ,是由 PLC 程序定时间隔对温度进行采样,将相关补偿参数代入式(1)中,得出温度偏差 ΔLx,从而实现机床的温度偏差补偿。
(2)反向间隙补偿
数控机床反向间隙补偿是由于机床传动链中各传动单元综合间隙的存在,机床在从正向运动变为反向运动时,执行件的运动量与目标值存在的误差,最后反映为叠加至工件上的加工精度。
SIEMENS 840D 系统提供了 3 个机床参数用于反向间隙补偿:
①当选取反向间隙补偿值 MD32450BACKLASH[n]时,当 n=[0]时为半闭环,当 n=[1]为全闭环;
②当选取反向间隙补偿倍率参数 MD32452BACKLASH_FACTOR,以数值的形式控制反向间隙补偿的力度,其数值在 0.01~100.0;
③当选取位置实际值转换允差 MD36500 ENC_CHANGE_TOL 模式时,监控 MD36500 设置值的变化值,以此来确保反向间隙补偿在 n 个伺服周期内走完流程。
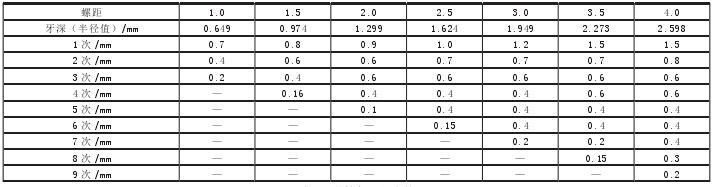
(3)螺距误差补偿
数控机床传动机构中的滚珠丝杠副、齿轮传动和螺母副等在生产制造和装配过程中都存在一定的误差, 使用高精度位置测量系统测出机床轴的指令位置与其所在的实际位置的差异,将该差异按照表格输入 SIEMENS 840D 系统,系统将在插补周期内根据当前坐标位置把对应的补偿值叠加到位置调节器中,主要涉及的参数如表 1 所示。
SIEMENS 840D 系统螺距补偿主要需经历定义轴的工作区间,补偿间隔及补偿范围;设定最大补偿点数,备份数据;连接上位机,选择通讯方式和通讯参数;设定补偿轴的最小测点,最大测点,及测点间隔, 并用激光干涉仪测出各测点的螺距误差; 设定MD32700=0,再把此补偿文件通过,上下位机通信 ,再设定 MD32700=1,NCK 复位,回参考点,新补偿值将生效等主要步骤,可以获得良好的补偿效果。
(4)垂直误差补偿
对于数控机床,在其安装的工具头的重量或镗杆的自重的作用下,其相关轴产生了相对于基准位置的倾斜;也就是,一个轴由于本身的重量导致其与另一个轴的相对位置产生了变化,造成了垂直误差,因此数控机床需要有垂直误差补偿功能。SIEMENS 840D系统的垂直误差补偿功能是以参数变量通过零件程序形式或通用启动文件(_INI 文件)形式来表达。 其描述如表 2 所示。
表 2 SIEMENS 840D 系统垂直误差补偿主要参数
SIEMENS 840D 系统垂直补偿主要需定义轴的名称、轴和补偿起点、补偿间隔、补偿终点,测量轴的垂度误差 ; 设 置 MD18342参数值 , 设 置MD32710=0;连接上位机 ,选择通讯方式和通讯参数; 在上位机上编辑文件并传送回 SIEMENS 840D系统;设置MD32710=1,SD43100=1,设置复位并回参考点, 补偿值将自动生效等主要步骤,可以获得良好的补偿效果。
3 、结语
本文首先介绍了数控机床基本概念和机床误差存在的原因,针对机床误差的主要因素提出数控机床实施误差补偿的步骤 , 然后具体结合 SIEMENS840D 系统分别在温度补偿、反向间隙补偿、螺距误差补偿、垂直误差补偿进行了原理性和操作的详细分析,为后续加工生产提供了理论指导,具有理论与实践的双重意义。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

