


摘 要:故障分析是实现加工中心可靠性水平增长的重要环节,因此提高故障分析的准确性至关重要.鉴于此,本文首先充分考虑加工中心故障子系统间影响关系,基于ISM 法构建递阶结构模型,使得关联故障子系统间复杂影响关系层次化,以求得深层故障子系统,确定可靠性改进薄弱环节.其次对所得薄弱环节进行FMECA分析,进而确定关键故障模式,为提高加工中心可靠性奠定基础.最后以某系列加工中心现场故障数据为研究对象进行实例研究,证明了ISM 和FMECA法在加工中心故障分析中的准确有效性.
加工中心作为复杂机电一体化产品,其功能先进性和结构复杂性导致内部故障存在关联性,一个单元或子系统发生故障,可能导致系统其他部分出现故障,引起多米诺效应,严重影响其可靠性 .因此,进行故障关联分析并找出故障传播对系统影响的有效方法以阻止该情况发生很有必要.近年来国内外学者对故障关联的研究主要集中于单向关联故障的研究.有基于可靠性模型的串联相关故障分析和共因失效分析等 .对于双向故障关联性的研究还较少涉足,在文献 中,采用自相关矩阵考虑各因素间直接关系的同时却忽视了多层次故障传递链条中因素间的间接关联关系.而作为复杂系统分析方法的重要方法———解释结构模型(Interpretative Structural Modeling,ISM)却能考虑系统各故障子系统间直接间接关系,有效进行系统故障分析.该法于1973年由美国Warfield教授提出,可将复杂系统分解为若干子系统要素,实现多级递阶结构模型的构建 .它借助图形表示出系统要素间所有直接、间接关系,并据此分析找出影响整个系统可靠性的根本因素,进而对这些根本因素进行重点改善,这也就为系统进行ISM 模型分析提供了理论依据 .实践证明,该方法既适用于分析社会经济问题,又适用于学习理解相互关系较复杂的各种问题 .但就当前看,尚未有学者将其应用于数控机床故障分析中,因此本文基于加工中心故障关联复杂性,立足宏观,将其引入该领域,借助ISM法将众多要素相互影响的逻辑关系用多级递阶结构进行直观表示,明确关联故障子系统层级,找出深层子系统,确定可靠性改进薄弱环节.并对其进行故障模式、影响及危害性分析(Failure Mode Effects andCriticality Analysis,FMECA),进而确定其关键故障模式.
1 、ISM 与FMECA的原理与方法
1.1 解释结构模型(ISM)
ISM 基本原理是采用各种创造性技术,提取系统构成要素,利用有向图、矩阵等工具,构造出一个多级递阶结构模型,从而将要素间的依赖关系与系统内部结构直观地展现出来,实现关系条理化、层次化 .本文将其应用于加工中心故障关联分析中,实施基本步骤为:
1)根据故障统计数据构建故障有向图,确定构成系统的关联要素集S = {Si},i=1,2,…,n.对于各个关联故障子系统,两两间进行比较,在此基础上形成一个表示子系统间因果影响关系的故障有向图.影响关系是二元关系的一种,即如果要素i对要素j 有影响,用一条有向线段表示,箭头指向元素j,记为i→j.确定故障有向图中的因果影响关系,然后用这种方式来绘制故障有向图.
2)依据故障关联有向图得到邻接矩阵A .
5)构建递阶结构模型,获取深层要素.
对可达矩阵M 进行越级二元关系的去除,并去除自身到达的二元关系,获取骨架矩阵,继而构建递阶结构模型.
1.2 故障模式、影响及危害性分析(FMECA)
根据ISM 所得结果,获取深层要素,确定可靠性薄弱环节,从而对其进行FMECA 分析,以获取关键故障模式.其中FMECA是一种用于可靠性分析的主要方法,该方法有如下步骤 .
1)准备工作.该步骤是在对系统做FMECA分析之前进行的,是收集准备充分资料的阶段,这些资料包括系统设计、工艺流程与使用维护等方面,同时还包括类似设备在使用、维护与安装过程中的常见故障模式.
2)功能定义.明确设备能完成的功能与在整个系统中所处地位.
3)确定故障模式.明确待分析设备系统中主要零部件潜在故障模式.
4)故障原因和后果分析.分析引发故障发生的各可能因素,找到各故障模式所有可能潜在原因,并预计故障产生后果.
5)确定检测方法.提出或收集以往对系统和各元器件的故障模式检测方法.
6)危险性评估.危险性评估方法主要有危害度等级评定法和危险顺序数(RPN)排序法等.在此采用RPN(Risk Priority Number)排序法,该方法兼顾了故障模式的严酷程度与发生概率及其查明难易程度,并给出了适当的评定系数,公式为RPN=S×O×D.式中:S 表示严酷度,在1~10范围内取值;O 表示发生概率,在1~10范围内取值;D 表示查明难度,在1~10范围内取值.可通过统计方法或经验来确定S,O,D 的评定原则[13].另采用各部件故障模式的平均值简化计算部件对应的故障风险值,用RPN′ 表示.
2、 实例分析
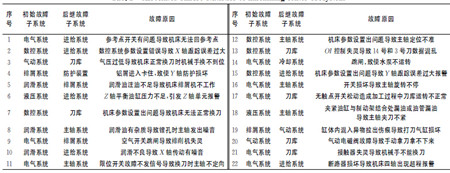
2.1 基于ISM 的关联故障子系统模型构建通过对某系列加工中心故障数据进行分析整理,得到各子系统关联故障统计表,如表1所示.
表1 加工中心关联故障统计表
得到关联故障有向图,如图1所示.
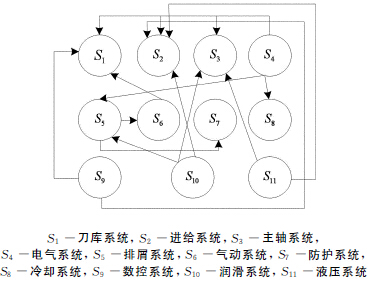
图1 关联故障子系统有向图
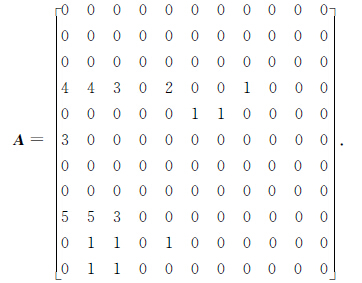
结合上述有向图可获得关联子系统邻接矩阵
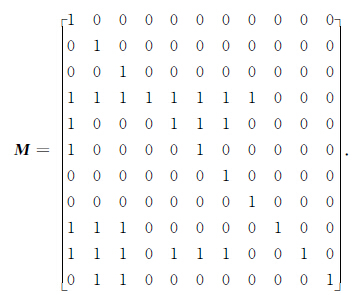
借助MATLAB软件计算求得可达矩阵
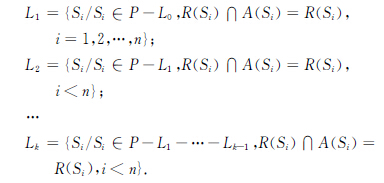
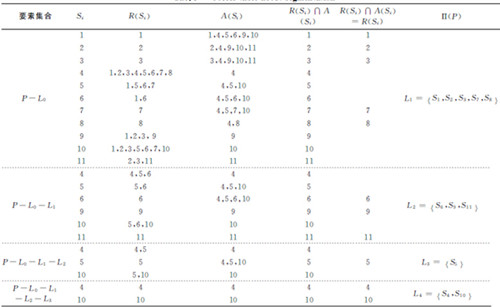
对上述可达矩阵进行区域划分,如表2所示.由该表可知所有要素均属同一区域,因此在此基础上进行要素的级位划分,如表3所示.
表2 可达集、先行集、共同集和起始集表
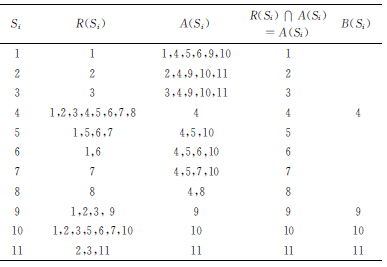
表3 级位划分过程表
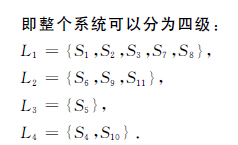
构建关联故障子系统递阶结构模型,如图2所示.由图2可知,该模型为一个四级递阶层次结构模型.其中刀库(S1 )、进给系统(S2 )、主轴系统(S3 )、防护系统(S7 )、冷却系统(S8 )是表层要素,为易受其他子系统影响的故障子系统,本身不对其他子系统产生影响.气动系统(S6 )、数控系统(S9 )、液压系统(S11 )是浅层要素,这三个要素对第一层要素有直接影响,其中气动系统(S6 )对第一层要素产生影响的同时,受到下一层要素对其产生的影响,而数控系统(S9 )和液压系统(S11 )仅对上层要素产生影响,不受其他要素的影响.排屑系统(S5 )是中层要素,该要素对上层要素产生直接或间接的影响,同时受下层子系统要素的影响.电气系统(S4)和润滑系统(S10 )是深层要素,它们通过不同方式对其他故障子系统产生直接或间接的影响,自身并不受其他子系统的影响.说明这两个故障子系统地位尤其重要,为关键子系统,要对其加强可靠性改进.为明确关键子系统具体改进方向,需要对其进行FMECA分析,以下以电气系统为例进行关键故障模式和关键设备的探寻.
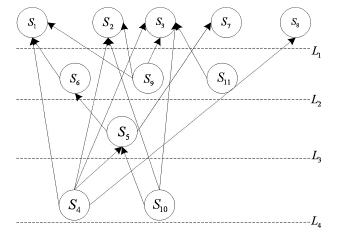
图2 递阶结构模型图
2.2 FMECA分析
由对国内某系列加工中心的故障数据收集信息,可得到电气系统的故障模式、影响和危害度分析表格,如表4所示.主要包括各种开关、电灯、电源、接触器、变频器、电源线、继电器等的FMECA.
表4 电气系统FMECA表
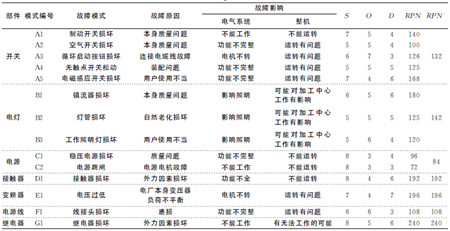
由表4可知,该系列加工中心电气系统中继电器、变频器和接触器的危险顺序数最大,是需注意的关键设备,因此应该重点检测其安全状态.此外,单就故障模式来说,危险顺序数较大的故障模式依次为继电器损坏、变频器损坏、接触器损坏、电灯镇流器损坏、电磁感应开关损坏、制动开关损坏,这六个故障模式是该系列加工中心的关键故障模式,应着重进行可靠性改进.这些故障多为元器件损坏,电气系统元器件主要是外购获得,因此,加工中心企业应加强外购件采购质量管理,入厂前元器件进行筛选实验;同时设计部门在选用元器件时,须从优选手册目录中选取,若须采用目录之外的元器件,需经质量部门认定为可靠补入目录后才能用于选取.另外,用户也要在使用中注意对设备加强维护,加强操作培训,以提高设备使用可靠性.由以上分析知,相比传统FMECA方法并未考虑故障之间的相互影响,只对各故障模式危害性独立地进行分析,本文所使用的ISM 法则充分考虑和反映故障间直接与间接关系,从系统角度出发,确定加工中心薄弱环节,即关键子系统,得出了符合工程实际的结论,从而为系统可靠性分析提供了坚实的理论基础.接着对所得关键子系统进行FMECA分析,确定了关键故障模式以及关键设备,更加明确了可靠性改进方向.
3 、结 论
1)采用ISM 法分析各子系统间关系,建立了加工中心故障关联子系统递阶结构模型,将故障关联子系统划分为表层故障子系统、浅层故障子系统、中层故障子系统和深层故障子系统,从而使故障传递关系得以直观而深刻地表现,为故障快速诊断提供了新方法,并对可靠性改进具有重要意义.
2)对运用ISM 法所得深层子系统进行了FMECA分析,确定了关键故障模式及关键设备,明确了可靠性改进方向.
3)ISM 与FMECA 法为明确关键子系统及其关键设备与关键故障模式提供了简单快捷的新思路,完善了现有故障分析方法体系.
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

