


二十辊轧机机架孔专用镗床加工方法
2017-6-8 来源:齐齐哈尔大学 作者:钱琳,王世刚,曲波
摘要: 针对现有的二十辊轧机机架加工方法的弊端,设计了二十辊轧机机架专用镗床,介绍此设备的性能参数,此设备提高了轧机机架的加工精度和生产效率。
关键词: 二十辊轧机机架; 镗床; 梅花孔; 精加工
机架是不锈钢二十辊冷轧机设备中的核心零件,其制造精度直接影响到轧辊的安装精度,进而影响成品钢板的尺寸精度[1 - 5]。图 1 是机架外形图,其中的加工难点是对称分布的 8 个梅花形深孔。梅花孔尺寸为 8 - R177. 6(0+ 0. 028) mm,孔距为( 400. 05 ± 0. 025)mm、( 149. 225 ± 0. 025 ) mm,孔深 1 706 mm。此零件的加工难点为对称分布的 8 个梅花形深孔,目前的加工方法是用镗床单个孔依次加工,结果是无法直接加工达到设计要求精度。中国第二重型机械集团( 德阳) 万信工程设备有限责任公司,利用专门工装及辅助支撑在三坐标跟踪仪的实时跟踪检测配合下在镗床进行精加工,可达到设计要求,但加工过程中由于工装镗杆本身较长,镗杆会弯曲下垂,最大弯曲量约为0. 047 mm,会影响孔深中间部位的精加工尺寸; 精加工孔两端尺寸到位后测量孔中段,发现有偏差,需要对孔中段进行一次光刀修复,并且耗时长[6]。
1.机架的主要技术参数
材质: ZG270 - 500;重量/kg: 50 032外形尺寸/mm × mm × mm: 2 356 × 2 400 × 2 480;无损检测: UT、MT。
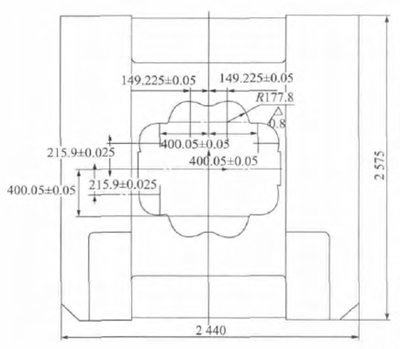
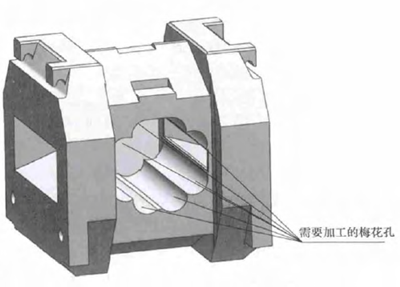
图1 机架外形图
2.二十辊轧机机架孔专用镗床
针对以上制约加工精度瓶颈的特点,二十辊轧机机架孔专用镗床的设计从以下两方面入手:第一,针对镗削加工过程中镗杆截面尺寸小,镗削过程中镗杆变刚度的问题,在加工允许范围内设计大截面镗杆,使变刚度镗削过程问题转变为等刚度镗削,同时设计减振结构,减小半圆孔加工过程中振颤影响;第二,需要解决 8 孔中任意一个孔自身精度超差或其中任意两孔之间的形位公差超差,将导致机架精度超差的问题。解决过程如下: 首先,如果实现镗杆等刚度镗削,根据“运动相对论”原理,则将镗杆伸长运动转化为长镗杆的水平运动及工件静止或工件的运动及长镗杆静止两种状态,结构示意如图 2。
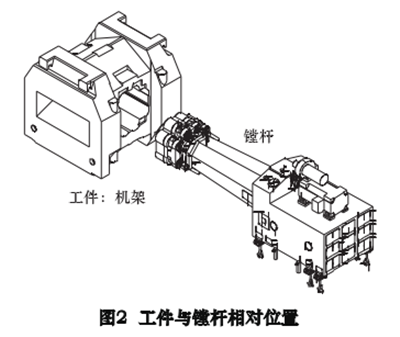
状态一: 长镗杆的水平运动及工件静止,此时由于镗杆长度大,水平运动时,镗杆部分由于“杠杆比例缩放原理”会将导轨间隙放大,影响加工精度,所以采用状态二,即工件的运动及长镗杆静止。二十辊轧机机架重量为 65 t 及 90 t 两种规格,为保证工件直线运动的精度及增强抗震性,工件运动导轨采用闭式静压导轨,其具有导轨运动速度的变化对油膜厚度的影响小,载荷的变化对油膜厚度的影响小,液体摩擦系数仅为0. 005 左右,油膜抗振性好等优点,可以实现工件慢速进给,深孔等刚度镗削,解决了原来变刚度镗削时镗杆变形随镗孔深度增加而增大的问题。
由于原有加工方法需要单独完成 8 个孔的加工,整体工件精度受 8 次机床定位误差的干扰及每次单孔加工时人为因素误差的影响等,二十辊轧机机架孔专用镗床以一次加工完成所用孔镗削为指导思想,设计镗头系统( 如图 3) ,镗头系统共由 8组镗头组成,8 组镗头相对固定且位置公差远小于机架八孔位置公差要求,即可解决所有镗削机架孔支架位置公差满足图纸要求且与镗头位置公差一致八孔镗头采用独特的刀具定位技术,重复定位精度达到 0. 002 mm,半精度时加工刀具最小径向进给量为 0. 05 mm,精加工时刀具最小径向进给量 ± 0. 005mm,满足高精度孔径加工需求。根据机架的图纸,我们可以看出,梅花形深孔为非整圆孔,对切削加工的影响较大,也是加工的难点的关键所在。
本镗床在切削加工时,八孔镗头采用独特的齿差阻尼减振技术及镗刀对位加工方法,可使孔加工的粗糙度更好及调高刀具的使用寿命。即在深孔镗削加工过程中,沿工件梅花中心对称的两个孔一同加工,这样切削加工力由于方向相反,大小相等,从而作用力相互抵消,而单孔加工却避免不了,从而对加工精度及刀具使用寿命产生影响。

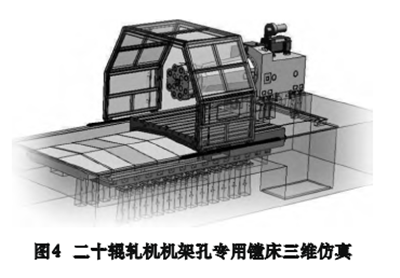
表 1 二十辊轧机机架孔专用镗床参数
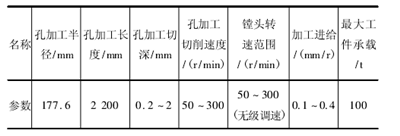
图 4 为二十辊轧机机架孔专用镗床三维仿真,参数如表 1。
3.结语
首先,二十辊轧机机架孔专用镗床专有机械结构设计,解决了机架梅花深孔加工的难题,解决了原加工方法中找正困难、加工精度容易超差等问题。能真正意义上的解决机架梅花孔精度加工精度不高的难题,打破制约国产二十辊轧机精度低的瓶颈,同时可以向其他轧机产品进行延伸,如四辊轧机、六辊、偏八辊、十二辊、十四辊、十八辊、二十六辊、三十辊直至三十六辊轧机,整体提高我国轧机行业的制造精度。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

