


摘 要:机床在加工作业中容易出现各种类型的误差,将直接导致加工后的零件精度失准。工业零件的加工精度主要取决于机床自身的精度设定和调节。现通过列举机床在加工过程中容易出现的误差,简要分析了各种误差的诱发因素,并针对这些原因提出相应的消除方法来提高机床的加工精度。
关键词:机床;加工误差;精度;改进策略
0 引言
目前,国内众多行业正在使用的大型加工机床一般分为普通型和精密数控型两类。机床在长期运行中容易出现加工误差,导致工件精度降低。误差出现的原因是多方面的,通过研究能够明确,普通型机床容易出现的加工误差主要来自于机床自身硬件工艺误差,而精密数控型误差的主要起因除自身硬件制造精度较低外,多与数控机床的独特性结构有关。
1、 普通型机床加工误差
普通型机床加工误差主要包括机床主轴误差、机床导轨误差和元件间传动链误差三种。
1.1 机床主轴误差
主轴误差又被称为主轴回转误差。在机床主轴回转误差中,根据主轴不同部位和轴承不同部位之间因运动而相互接触摩擦形式的不同,可将机床主轴回转误差分为轴径向圆周跳动、轴向外凸窜动和在安装轴承内摆动三种形式。
图1所示的图形即为机床主轴回转误差的基本形式,图中的δd即回转相对误差。
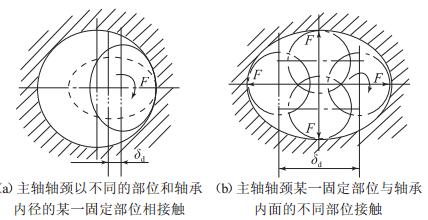
图1 机床主轴回转误差的基本形式
产生主轴回转误差的原因有两点:其一是机床主轴自身的几何轴线并不一定就是在机床部件运行时围绕主轴旋转工作的轴线,这样的工艺缺陷势必造成加工零件达不到规定的出品精度;其二是主轴因长期的高压运行引发大面积磨损,轴径变细,开始与轴承之间出现较大的间隙,主轴在间隙内工作时出现明显跳动。
1.2 机床导轨误差
机床上的导轨是固定各机床部件相对位置的重要部位。所谓导轨误差,是指导轨上的机身运行方向与理论设计方向之间的偏离差。常见的导轨误差一方面是由于自身制造工艺落后,并出现安装质量不佳导致的误差;另一方面是由于导轨长期在不规则的受力作用下出现了不均匀磨损,例如,普通卧式机床导轨一般具有的误差分为出现在水平表面的直线度误差和出现在垂直表面的直线度误差,两者均能直接作用影响加工零件的形状及尺寸规格。图2所示为代表性卧式机床导轨的直线度误差,其中Δ1和Δ2分别表示在水平方向xy面和垂直方向zx面形成的直线度误差。Δ1作用于加工精度的影响效果较大,能够直观地呈现在工件表面的法线方向;Δ2的出现往往易引发工件的形状和规格尺寸误差。当然,Δ1和Δ2比较之下,Δ2对加工精度的影响较小。

图2 卧式机床导轨在水平平面和垂直平面的直线度误差
1.3 元件间传动链误差
元件间传动链误差是由传动链在驱动行驶下存在于传动链头尾两端元件之间的相对位移误差,一般使用传动链尾端的元件转角误差值作为衡量参数。传动链误差的出现,主要原因可能是传动链首末端的各部件制造工艺及安装偏差,同时各部件在工作中的使用损耗也会引发传动链误差。
2 、精密数控型机床加工误差
2.1 机床定位精度误差
数控机床的控制系统可以对机床中的各部件所在的坐标点进行相应的位置标记,通过对运动中这些点的控制,实时定位机床加工的进度和精度。定位精度误差所指的正是数控机床在定位时不能准确判断和标定各部件实际所在的坐标点,而存在的与理论设计值之间的偏差。诱因可能是数控系统自身程序设计缺陷、机械传动装置磨损偏差、系统中出现的计算插补误差、目标跟踪误差等。
2.2 机床元器件反馈误差
精密数控机床拥有由连续反馈元器件构成的检测反馈装置。这些装置一般会被安装于机床操作台或应力杠上,工作时只需要将操作台的直线方向或成角方向的位移变量转换为可传输的电流信号,数控中心就能分析出当前的位移量与理论指令之间的误差。一旦存在误差被检测出,则操作台会在数控系统的控制下向着误差减少的方向移动,直至误差消除。机床元器件反馈误差诱因一般包括装置制造工艺误差、零部件变形等方面。
3 、提高机床加工精度的具体改进策略
3.1 提高普通型机床加工精度的策略
3.1.1 消除机床主轴误差
(1)保持对机床设备的爱护,确保操作时不会对主轴施加外力作用,如敲击等。
(2)强化与机床主轴箱配套的箱体支撑孔、主轴轴杆和轴承,以及其他相配合部位所有外在表面的加工精度。
(3)主轴轴承的质量控制要过关,要求高精度。在安装主轴时要确保主轴平衡,且与轴承实现无缝贴合。对于部分高精度的滚动轴承,应提前预加载荷来确保降低磨损。
(4)尽量选用能够实现运动功能与定位功能相分离的主轴结构,消除加工工件时机床主轴回转误差对工件回转精度的不良影响。
(5)提高主轴回转精度。可利用液体或气体等介质灌注的静压轴承,这样能够对主轴轴颈的形状误差调节起到均化作用。
3.1.2 消除机床导轨误差
(1)机床的固定要平衡平稳,一般应采用正确的安装方固定于实地基础上,对整体的位置、距离等进行准确精密的调整。
(2)日常需重视导轨的保养和维护,经常清理卫生,杜绝铁质粉末等覆盖,防止重物对导轨的碰撞。
(3)使用润滑油等润滑机床导轨,使导轨光滑顺畅,确保机床在移动时不易磨损导轨表面,同时还应涂抹防锈材料防止生锈。
(4)合理掌握实际工作环境,在合适条件下,搭配应用不同导轨形状和组合形式,放长操作台与机床自身导轨之间的衔接距离。
(5)积极利用液态油或空气的压力均化作用,选择静压导轨,提高工作台的直线方向驱动精度,并保持长期的精度稳态。
3.1.3 消除元件间传动链误差
(1)考虑提升传动链的传动精度,减少链两端的传动元件个数,控制传动链长度。
(2)可以考虑将已有传动链更换为降速传动链。
(3)可以采用误差补偿法。
(4)提高传动链末端的传动元件制造工艺和安装质量。
3.2 提高精密数控型机床加工精度的策略
3.2.1 消除机床定位精度误差
机床定位精度的调节离不开伺服系统特性、进给系统间隙与刚性以及摩擦特性等因素的影响。一般情况下,应确保系统响应时间正常,数据交换灵敏可靠。
3.2.2 消除机床元器件反馈误差
(1)机械式补偿:传统的做法是采用机械式补偿,通过机械装置的外挂和内嵌搭接,使得系统的控制能力提升。但这无疑也增加了更多的连接点,需要投入大量资金来进行硬件改造,不利于反馈因素的控制。
(2)软件补偿:软件补偿技术主要是应用数控系统的补偿控制单元,结合相配套的软件,以实现误差的补偿。其原理是通过对点的坐标数值进行修改来补偿误差等。
4 、结语
机床加工中影响零件加工精度的实际因素还有很多。机床加工误差在工业活动中是无法完全消除的,只有积极分析误差产生的原因,加以思考,找出合理的解决方法,才能采取相应的预防措施,减少加工误差,提高机床加工精度。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

