


TPX6111B 卧式铣镗床主轴孔加工工艺研究
2020-11-11 来源:沈阳优尼斯智能装备有限公司 作者:崔 瑶
摘要: 本文是基于 TPX6111B 普通卧式铣镗床主轴孔加工工艺方法,总结了此类铣镗床的两种工艺技巧,并结合介绍我厂多年的生产经验,简述了工艺特点。
关键词: 铣镗床; 主轴箱; 加工工艺
TPX6111B 普通卧式铣镗床是我厂多年来的经典产品。主轴箱的加工过程和工艺是镗床生产制造过程中较为重要的环节。在镗床的使用过程中,镗轴回转轴线和平旋盘回转轴线的同轴度,这项精度是平旋盘和镗轴的重要精度,其直接影响到镗床的加工精度。
由于此类型镗床是配有固定平旋盘结构的镗床,并且还使用了三层主轴组结构,所以在主轴箱前部会有“低头”现象。再加之平旋盘主轴架在Ⅰ墙和Ⅱ墙上,而镗轴架在Ⅰ墙和Ⅳ墙上,进而加重了这种不平衡现象。
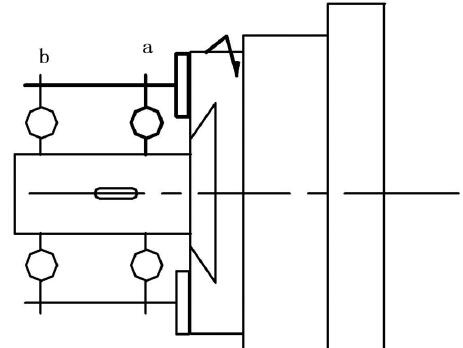
图 1 镗轴回转轴线和平旋盘回转轴线的同轴度简图
1 、同轴度检验方法及要求
根据出厂要求,镗轴回转轴线和平旋盘回转轴线的同轴度检查两处,见图 1,一处在靠近平旋盘端面处; 另一处在距平旋盘端面 300mm 处。检验方法是指示器( 即千分表) 固定在平旋盘上,其测头分别触及靠近平旋盘端面和距平旋盘端面 300mm处的镗轴上,旋转平旋盘进行检验。a 处、b 处误差分别计算,误差以指示器读数的最大差值之半计,允差见下表。
允许公差范围表

2、 加工工艺方法
根据结构的原理在箱体加工过程中需要将主轴一个支撑点做偏心处理以保证主轴箱完成装配后主轴与平旋盘同轴度。以下为相同机型主轴孔加工时偏心处理过程,其偏心位置、偏心方向、偏心量
、尤其是加工方法有很大的差别。
( 1) 偏心方式一,见图 2,偏心量-0.01 至-0.03。偏心方式一是将Ⅱ墙人为向内下方压,为得使平旋盘主轴向上微量翘起来抵消平旋盘重力。
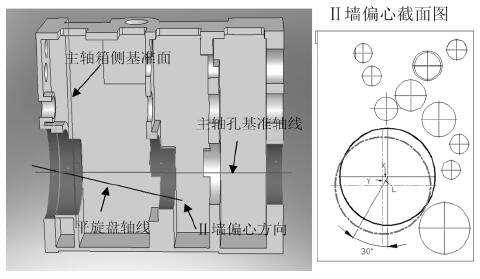
图 2 偏心方式一
( 2) 偏心方式二,见图 3、偏心量-0.035 至-0.045。此方法是将Ⅳ墙向外上方人为偏心,使镗轴适当倾斜来顺应平旋盘重力的影响,实现同轴。
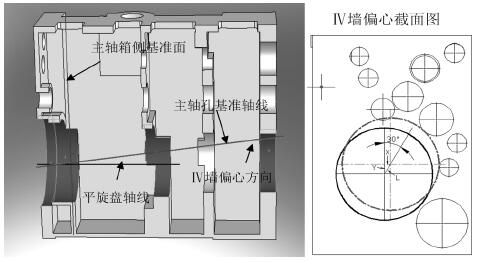
图 3 偏心方式二
3 、结论
此两种方法都是较为成熟的补偿方式,是经过多年经验总结出来数据。以上为两种主轴孔加工方案,理论结果是一致的实现孔的偏心,只是位置不同而已。实际的加工过程是值得研究的。偏心方法一的核心思想是通过Ⅱ墙来压平旋盘主轴实现偏心; 偏心方法二的核心思想是通过平旋盘主轴配作第三孔偏。最后,希望本文能对读者在镗床主轴箱加工过程中有所启发。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

