


编码器在经济型数控车床刚性攻丝的应用
2016-10-26 来源:沈阳飞机工业(集团)有限公司民机加工分部 作者:王思广
摘要:在数控系统中,刚性攻丝是一项基本功能,但在经济型数控车床上一般使用模拟主轴,经济实用,可是如何实现车床攻丝这种基本功能呢?本文从工作中的实例出发,由位置编码器的基本原理、模拟主轴实现刚性攻丝的条件、及系统和变频器接口的连接,初步介绍了在FANUC0i 数控系统中,利用位置编码器来实现模拟主轴的刚性攻丝。
关键词:位置编码器;模拟主轴;刚性攻丝;经济型数控车床
0。引言
模拟主轴通常用于经济型数控车床,刚性攻丝是车床的一个重要功能。刚性攻丝是指主轴旋转与进给之间保持同步,也就是说攻丝时株洲的旋转不仅要实现速度控制,还要实现位置控制,从而实现特定的加工要求。如何实现模拟主轴的刚性攻丝呢?位置编码器起着至关重要的作用。本文简要介绍了这种控制实现的一些基本原理和要求,通过两个实例介绍了位置编码器在经济型数控车床的应用。
1.位置编码器的应用
在数控系统中,位置检测元件是闭环进给伺服系统中重要的组成部分,它检测机床工作台的位移,伺服电机的角位移和速度,将信号反馈给驱动装置,与给定值比较得到差值再用于位置环闭环控制和速度环控制。检测元件通常用光或磁的原理制成,精度既分辨率是最小单位,由检测元件等级品质决定。在数控装置位置检测接口电路中常对反馈信号进行倍频处理,以进一步提高精度。
数控车床的位置编码器是测量转速的,反馈的是主轴的实际速度,当车螺纹时要使转速和进给保持一定关系,如导程1.5 的螺纹,车削时必须保证主轴转一转,刀具轴轴向进给1.5。
螺纹切削或每转进给必须装有位置编码器,位置编码器检测实际主轴转速和每转信号(用于螺纹切削时检测主轴上固定点)理想编码器必须与主轴相连(1:1)。如使用齿轮,选择1:1,1:2,1:4,1:8 的变化以降低位置编码器的速度。当主轴与位置编码器之间使用齿轮时,参考NO.3706 的第1 位和0 位定义齿轮比。
2.模拟主轴实现刚性攻丝的条件
2.1 主轴电机带位置编码器
通过位置编码器对主轴实现位置控制。这样在速度环的基础上扩大到位置环,在刚性攻丝的过程中主轴与进给都是位置控制,就可以形成互相插补的关系,能够达到更严格的同步。
2.2 数控系统的接口
数控系统必须有模拟主轴接口和模拟主轴编码器的接口。模拟主轴接口既要要求系统能够根据主轴速度准确发出0 ~ ±10V 的模拟电压。为了提高模拟电压的精度,要求D/A 转换器至少12 位。模拟主轴编码器的接口用来接收主轴的编码器信号及时对主轴实行对主轴位置控制。
2.3 变频器的接口
主轴变频器必须具有编码器接口,±10V 的模拟电压接口,并且能在速度控制和位置控制提供两组参数对主轴进行分别调整。此两组参数来在速度控制时对速度控制参数对主轴进行调整,在位置控制时,有位置控制参数进行调整以适合刚性攻丝时高增益、高系统的配置。
3.故障实例
CKS6163 自动运行进给轴不移动。数控车床CKS6163,系统型号FAUNC-0i-TA,程序在G00 方式下可运行,当执行到G01 时机床进给轴不移动,但在JOG、REF、手轮方式下均可移动车床。因为机床坐标轴可以移动,说明伺服放大器、电机、反馈等硬件都没问题。
依据梯形图,如图1 所示:SF(F7.2):主轴功能选通信号;MF(F7.0): 辅助功能选通信号;TF(F7.3): 刀具功能选通信号;MFIN(R450.1):辅助功能结束信号;TFIN(R450.2):刀具功能结束信号;GR:齿轮档。
SAR(G29.4) 主轴速度到达信号。当主轴速度达到指定速度后(主轴速度反馈装置将实际主轴速度信息传送到CNC 中),系统输出(CNC 至PMC)主轴速度达到信号F45.3=1(SARA),PMC 再根据接收的信号进行逻辑关系处理。参数(PARAM3708#0=1)时,该功能有效。
从PMC 梯图可以看出,在主轴速度没有达到指令转速时限制机床在G01 方式运行,结合速度反馈结构,检查速度反馈装置,该车床的速度反馈是依赖于电机编码器,将编码器拆开后发现与电机相连接的键脱落,这样就导致主轴正常旋转,但编码器反馈的速度值则为0。
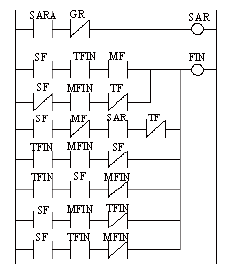
图1 CKS6163 梯形图
通过工艺角度分析此问题,发现G01 是“进给吃刀”的过程,此时主轴一定是遵循S 指令旋转的,假设由于主轴驱动环节出了故障,主轴转速会下降,那么如果吃刀进给,则会给工件及机床造成严重损伤。因此系统提供了一个制约功能,当主轴速度设有达到指令转速时,限制G01 方式进给,但G0,JOG\REF 以及手轮方式不受此限制。
4.结论
刚性攻丝时主轴的旋转和进给轴进给之间总是保持同步。也就是说,在刚性攻丝时,主轴的旋转不仅要实现速度控制,而且要实现位置的控制,从而实现高精高效的加工要求。系统发出0 ~ ±10V 模拟电压到变频器的模拟接口,控制模拟主轴的旋转。位置编码器的使用是经济型数控车床实现刚性攻丝的必要条件,当然此功能的实现还要对系统参数进行深入了解,及PMC 程序的改编,此文意在对今后此类问题的研究提供借鉴。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

