


车床方刀架的表面热处理工艺研究
2016-11-10 来源:武汉理工大学能源与动力工程学院 作者:白洋 郑卫刚
摘要:传统车床方刀架在使用过程中经常出现偏移现象,主要原因是小滑板销孔套筒耐磨性差,磨损严重,降低了加工精度和工作效率。通过表面热处理工艺强化45 4钢,使其耐磨性增强,从而解决了生产中车床方刀架的偏移问题。
关键词:车床方刀架;磨损;表面热处理
传统车床是工业生产的重要设备,车床表面热处理技术在车床生产中占有重要地位。车床的方刀架对车床的加工精度影响很大,然而方刀架在使用中的偏移、磨损等问题都将影响产品的加工精度,降低生产效率。本研究主要对车床的方刀架表面热处理工艺进行分析,探讨解决方刀架耐磨性差的问题。
1. 车床方刀架结构
车床方刀架结构如图1所示。
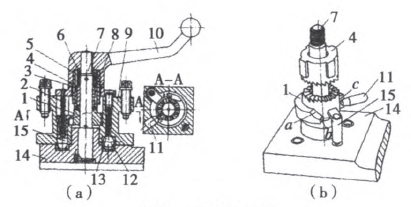
图1方刀架结构
1.凸轮;2、6、13.弹簧;3.垫圈;4.套筒的外花键;
5.套筒的内花键;7.轴;8.跨销;9.架体;10.手柄;
11.销;12.滚珠;14.小滑板;15.定位销
2.车床方刀架产生偏移的原因
车床在长期使用过程中往往需要更换刀具,传统车床更换刀具时需要依靠刀架手柄的转动来实现,由于刀架手柄部分的频繁旋转,使销孑L套与定位销之间容易产生过度磨损,横截面由圆形成为椭圆形,导致方刀架运动时经常产生一定的偏移量。此偏移对工件加工精度影响很大,如操作人员采用手动调节的方法调整这一偏移量需要一定的辅助时间,影响加工效率。
传统CA6140车床小滑板磨损如图2所示。从图2中可以看到销孑L套磨损严重,其截面几乎为椭圆形。

图2销孔套磨损
3. 车床方刀架偏移解决方案
磨损是机械零件的主要失效形式之一,在一定磨损条件下,影响钢耐磨性的因素很多,包括工作条件(载荷速度、运动等)、润滑状态、环境因素(温度、湿度、周围介质等)、材料因素(成分、力学性能等)、零件表面质量和物理化学特性等。为了提高钢的表面硬度和耐磨性,传统的做法是采用淬火和回火工艺进行处理。通过对销孔套筒磨损的情况分析可知,普通热处理方法不能满足车床方刀架长期使用的要求旧J。下面探讨两种热处理工艺对45。钢硬度和耐磨性的影响,以提高45。钢小滑板销孔套筒的耐磨性能。
3.1亚临界淬火
在提高钢的强度和韧性的同时也会提高其耐磨性。亚临界淬火的淬火温度范围在AC3两相区(奥氏体+铁素体相区),由于铁素体相的存在,使工件具有良好的韧性;亚临界淬火温度下,淬火后马氏体的含碳量比传统淬火形成马氏体的含碳量高(马氏体形成硬度高的奥氏体要经过预热),亚临界淬火和高温回火加热比传统的退火或正火效果更好。因此,如果采取适当的预热+亚温淬火工艺,可以提高钢的强度和韧性,即提高其耐磨性。
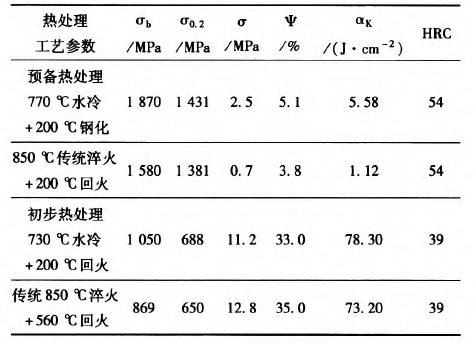
45.钢亚l临界淬火与传统淬火的力学性能比较见表1。图3所示为XJl一02立式金相显微镜观察到的45。钢730℃亚临界淬火、770℃亚温淬火工艺处理后的钢显微组织。分析表l可知,45’钢的770℃亚温淬火+200 oC回火样品的强度、韧性远远高于850℃传统淬火+200℃回火;此外,45。钢730℃亚临界淬火+200 oC回火样品的强度、韧性高于传统850℃淬火+560℃回火。说明了45。钢的强度和韧性在适当的热处理条件下得到了加强,将其用作销孔套管能显著提高耐磨性。
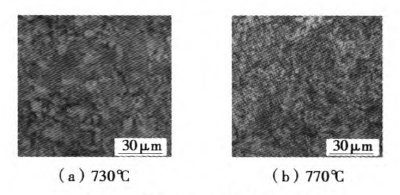
图3 45。钢工艺处理显微组织
表1 45。钢亚I临界淬火和传统淬火后的力学性能比较
3.2表面处理
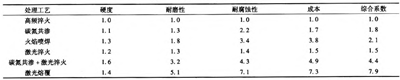
零件表面质量是影响其耐磨性的重要因素之一,通过表面处理可以很好地解决销孔套的磨损问题。加热或机械/jⅡ-r_表面处理技术不改变材料表面的化学成分,但可以改变其结构和性能,表面处理可使零件获得一定深度的表面硬化层,而且其中心部分仍保持良好的韧性,从而提高零件的耐磨性。通过采用几种不同的表面处理工艺,对45。钢的耐磨性进行研究,可以得出45’钢在不同表面处理条件下的性能差异H J。采用不同表面处理工艺对454钢样品(调质态)进行处理的结果见表2,为便于比较对数据进行了归一化处理,几种工艺处理样品性能之间的比较见表3。其中,碳氮共渗处理采用RR叮25—9T井式气体渗碳炉,煤油分解气作为渗碳剂,液氨(气化后,干燥)作为渗氮剂;采用GJ—l横流激光器,其输出功率500~2 000 W,连续可调,光斑直径为3 mm,激光淬火试样表面做磷化处理。表2中,P和V分别为激光功率和扫描速度;P1和P2分别是氧气和乙炔气体的压力;Q1和Q2分别是氧气和乙炔气体流量;综合系数是将硬度值、耐磨性、耐腐蚀性除以3所获得的成本值。从表2可以看出,454钢在不同的表面处理工艺条件下可得出不同的硬化层深度和硬化范围,采用表面处理工艺可提高试样的硬化层深度。从表3可以看出,由于表面处理工艺的改进,大大改善了样品处理表面的性能,提高了样品的硬度和耐磨性。其中,激光熔覆可提高试样的耐磨性,但成本最高;高频淬火也能提高耐磨性,且与其他工艺相比成本最低。对普通车床的小滑板销孔套来说,这几种表面处理工艺都可以提高其耐磨性能,延长部件使用寿命,从而解决生产中的实际问题。
表2表面处理工艺条件

表3 几种工艺的样品性能
4. 结论
(1)在车床方刀架的使用过程中,传统的车床拖板经常会出现一定的偏移量,这是由小滑板销孔套过度磨损造成的。销孔套管材料为45。钢,经传统淬火后,经过透射电镜观察其组织,其耐磨性没有达到生产要求。
(2)与传统淬火相比,亚临界淬火可以显着提高45。钢的强度、硬度、韧性,从而提高454钢的耐磨性,如果将此工艺应用于销孔,也可以大大提高其寿命周期。
(3)采用表面热处理可以提高454钢的耐磨性,不同的表面热处理工艺成本也不同,生产企业可依据小滑板上销孔套筒的具体要求选择适当的表面处理工艺。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

