


液体静压主轴回转精度测试方法的研究
2017-3-29 来源:空军勤务学院航空四站系 作者:浮燕,李想,王辉
摘要:在分析现有主轴回转精度测试方法的基础上,研究了一种两点法主轴回转精度测试方法。该方法首先在主轴空载条件下,采用“标准球法”测得主轴回转误差,采用“垂直布置两点法”在主轴轴颈上定点采样,从采样数据中减去对应位置的主轴回转误差,得出主轴圆度误差;然后在主轴加工条件下,利用第一步中的“垂直布置两点法”在主轴上定点采样,从实时采样数据中减去第一步测得的主轴圆度误差,最终得出主轴加工条件下的动态回转误差。结果表明:提出的两点法主轴回转精度测试方法是有效可行的。
关键词:主轴;回转精度;二点法;误差分离
0.前言
回转精度是衡量超精密机床主轴的关键技术指标,是影响机床加工误差的重要因素。文中以高速精密机床广泛采用的液体悬浮式主轴为研究对象,测试其在加工条件下的回转精度。主轴空载条件下,流体悬浮电主轴误差运动的重复性很好,以同步误差为主,异步误差近似为正态分布噪声,可采用多个采样值平均的方法减小和消除,利用误差分离技术即可测得主轴回转精度。主轴加工条件下,机床主轴回转误差运动受供油压力、脉动转矩等动力学因素及环境噪声等随机因素的影响,往往表现出较强的非周期性、非平稳特性,传统的主轴回转误差测试技术不再适用,需要寻找更合适的数据处理和分析方法。
1.主轴回转轴线和回转误差的定义
要实现对主轴回转精度的测试,首先要明确主轴回转轴线和回转误差的定义。根据“cIRP统一文件”规定,主轴回转轴线是指主轴绕其转动的直线,该直线与主轴固定连接,并与主轴一同相对于另一条称为轴线平均线的直线做轴向、径向和角度运动,轴线平均线是固定不动的,它处于回转轴线的平均位置上‘¨。主轴实际回转轴线相对于其理想回转轴线的位置变动,被定义为主轴回转误差,其基本运动形式如图1所示。
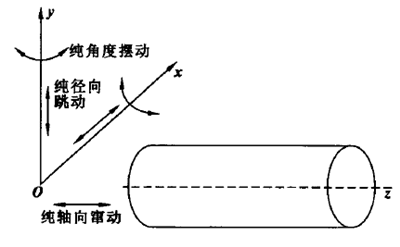
图1 主轴回转误差运动示意图
2.现有主轴回转精度测试方法
2.1传统测试方法
2.1.1单点法
单点法使用一个传感器在被测截面的一个方向上获取数据,在理想测试条件下,其测量结果是主轴回转误差在传感器轴线方向上的分量与被测截面形状误差的叠加。
2.1.2垂直布置式两点法
垂直布置式两点法使用两个垂直布置的传感器在被测截面的两个方向获取数据,通过合成两组数据,在平面内刻画主轴轴心轨迹。该方法不能实现误差分离,多在被测截面形状误差远小于主轴回转误差测试条件下使用。
此外,伍良生教授等口1开发了一种数理统计法误差分离技术,该方法同样采用两个垂直布置的传感器进行测量,结合了高速高精度主轴的特点及主轴轴心运动的统计规律特性,运用数学统计理论实现误差分离。
2.1.3反向法
反向法是Donald8叫【31在1972年首先提出的,它使用一个传感器在被测截面的两个相反方向上获取数据,其工作原理如图2所示。
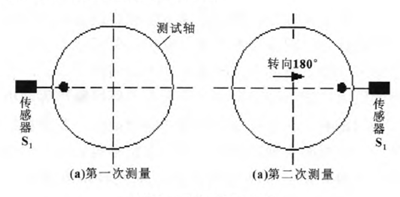
图2反向法原理图
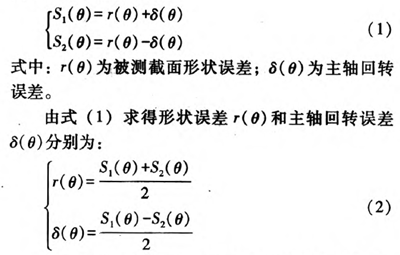
首先使用一个传感器对安装在主轴上的标准球进行第一次测量,得到反向前读数值s。(p),然后轴系不动,标准球和传感器各自相对于轴系转动1800,再进行第二次测量,得到反向后读数值S:(p)。其中|s。(p)和S:(口)均包含被测截面形状误差和主轴回转误差,并有如下关系:
在理想测试条件下,反向法能够实现误差分离,得出主轴回转误差在传感器轴线方向上的分量,但其对传感器及标准球的转位精度要求较高。
2.1.4对称布置式两点法
对称布置式两点法㈨使用两个对称布置的传感器在被测截面的两个相反方向上获取数据,其工作原理如图3所示。
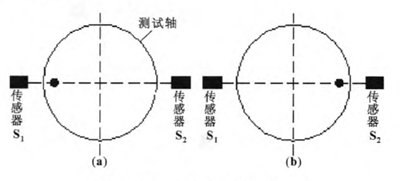
图3对称布置式两点法原理图
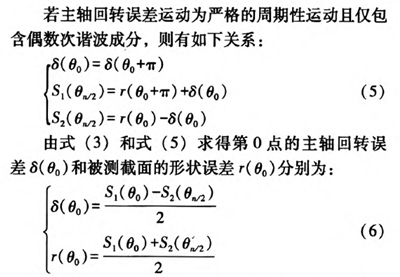
由上述原理类推,可求出第l,2,⋯,n一1点的结果。对称布置式两点法多在主轴回转误差以偶数次谐波成分为主测试条件下使用,在理想测试条件下,其测量结果是主轴回转误差在传感器轴线方向上的分量。
2.1.5传统三点法圆度误差分离方法
1966年日本学者青木保雄等”1提出三点法圆度误差分离技术。其工作原理如图4所示。
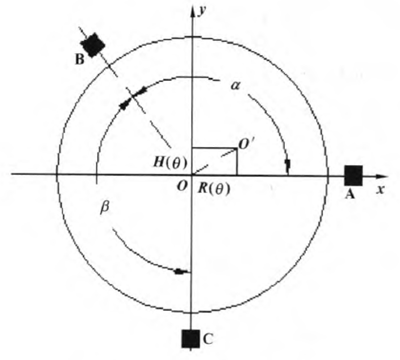
图4 传统三点法原理图
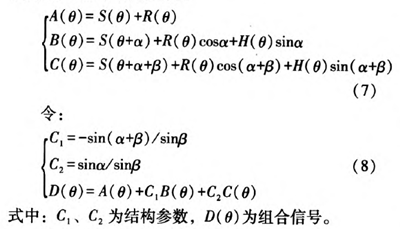
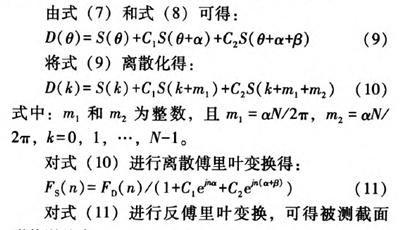
为主轴回转中心,D为3个传感器A、B、c轴线的交点,且。处于o’的平均位置上,a、JB为传感器安装角,.s(p)为被测截面形状误差,R(口)、日(一)分别为主轴回转误差在菇轴和y轴上的分量。3个传感器同时采样。主轴转动一周,传感器在被测截面上均角采样Ⅳ点,获得的测量信号分别为A(p)、B(p)和c(口),其输出为:
传统三点法能够实现误差分离,测试快捷,满足实时在线测量要求,但存在原理误差,对传感器的安装定位精度要求较高。万德安、刘海江哺1在传统三点法的基础上通过重新布置3个传感器的安装角直接获得主轴回转误差的各次谐波分量j洪迈生、邓宗煌等门1提出了精确的时域三点法圆度误差分离方法,该方法基于误差分离技术的原则,仅需在时域上直接对实测数据按简便代数式进行递推即可进行分离运算,因而更为方便,实时性也更强,但是,初值问题会影响时域三点法的分离精度。
3.两点法主轴回转精度测试方法
以高速精密机床广泛采用的液体悬浮式主轴为研究对象,测试其加工条件下的主轴回转精度。非加工条件下,流体悬浮主轴回转误差运动的重复性很好,以同步误差为主,异步误差近似为正态分布噪声。加工条件下,流体悬浮主轴回转误差运动受供油压力、脉动转矩等动力学因素及环境噪声等随机因素的影响,往往表现出较强的非周期性、非平稳特性¨1,传统的主轴回转精度测试方法不再适用。文中提出一种简便、准确的两点法主轴回转精度测试方法,有效地解决了这一问题。
第一步,在主轴空载条件下,利用垂直布置的传感器A和传感器B在安装于主轴轴端的高精度标准球上采样,如图5所示。忽略标准球的形状误差,通过滤除基波消除偏心误差,通过取多周采样数据的平均值消除随机误差,得到空载条件下的主轴回转误差。
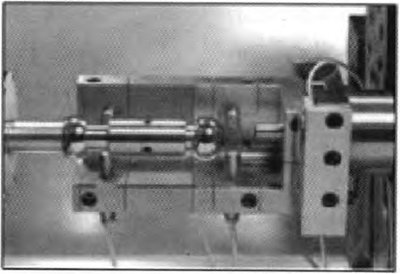
图5标准球测试法
第二步,在主轴空载条件下,利用垂直布置的传感器A和传感器B在主轴轴颈上严格定点采样,如图6所示。通过滤除基波消除偏心误差,通过取多周采样数据的平均值消除随机误差。从采样数据中减去第一步测得的对应采样位置上的主轴回转误差值,得出主轴被测截面圆度误差。
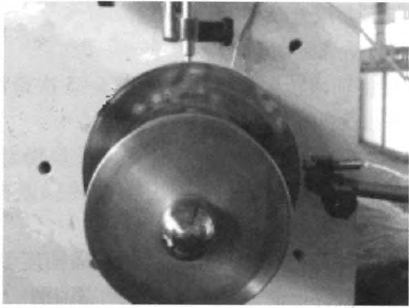
图6两点测试法
最后,在加工条件下,利用第二步安装好的“垂直布置两点法”在主轴上严格定点采样,从实时采样数据中减去第二步测得的对应采样位置上的主轴圆度误差,即可得出加工条件下的主轴动态回转误差。
4.实验研究
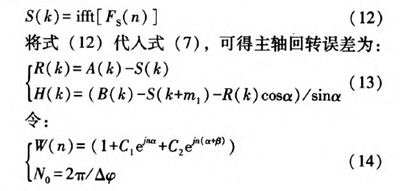
被测对象为自主开发的35 kW/6 000 r/IIlin超高速磨削电机内置式液体悬浮电主轴试验台,如图7所示。
图7超高速磨削电机内置式液体悬浮电主轴
测试系统采用美国雄狮精仪公司的CPLl90回转测量仪,如图8所示。

图8主轴回转精度测试系统
CPLl90回转测量仪利用两个垂直布置的传感器实现主轴径向回转误差的两点法测量,忽略了标准球的形状误差,并通过滤除基波消除偏心误差,其传感器的主要技术参数如表1所示。
表1传感器主要技术指标
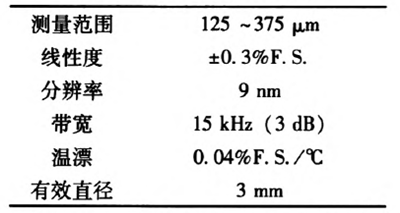
利用cPLl90回转测量仪中的两个传感器组成如图6所示的传感器布置方式,直接在主轴外圆轮廓上采样。借助CPLl90回转测量仪的硬件系统,即可实现两点主轴回转精度测试方法。
4.1 非加工条件下主轴回转误差测量
降低环境噪声,仅用液压工作站给轴系供给稳定的油压,液体悬浮主轴在油压的作用下发生自转,主轴此时的误差运动主要由轴系的结构因素确定,以周期性成分为主。
首先,利用CPLl90回转测量仪在标准球上采样,通过滤除基波消除偏心误差,得到主轴回转误差,如图9所示。
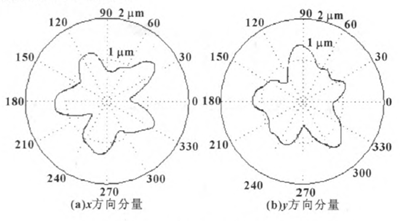
图9主轴回转误差图
然后,利用两点法在主轴轴颈上直接采样,并取多周采样数据的平均值以消除随机误差的影响。从采样数据中减去第一步测得的主轴回转误差,得到主轴被测截面圆度误差,如图10所示。
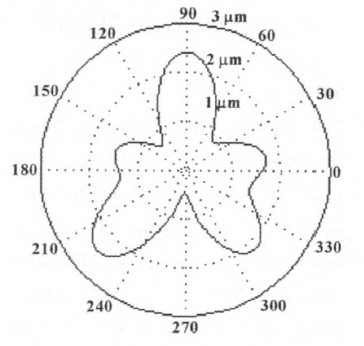
图10主轴被测截面圆度误差
4.2加工条件下主轴回转误差测量
利用VFD—B变频器启动电动机,通过连续调节变频器的频率,增加电机的转矩脉动,模拟主轴受动力学因素等随机因素的影响情况。采用两点法在主轴轴颈上直接采样,利用CPLl90回转测量仪上的编码盘,确保主轴被测截面上的采样点始终不变。从采样数据中减去之前得到的主轴被测截面圆度误差,即可得到加工条件下的主轴回转误差,如图1l和图12所示。
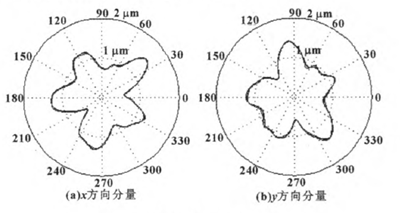
图11 主轴回转误差极坐标图

图12主轴回转误差幅值谱图
从图11和图12可看出:主轴回转误差以同步误差成分为主,其中3次及5次谐波成分占有较大比重,异步误差成分较小。
4.3实验结果分析
(1)主轴回转误差频谱主要由1~5次谐波分量组成,并以3次、5次为主。
(2)主轴圆度误差与主轴回转误差相似性强,说明主轴的圆度误差是造成主轴回转误差的重要因素。
(3)利用两点法测得主轴被测截面圆度误差后,可实现加工条件下的主轴回转误差动态监测。
5.结束语
研究了一种简便、准确、能在主轴加工条件下对其进行回转精度测试的两点测量法,阐述了该测试方法的理论,给出了完整的测量方法及具体的数据处理方法。经理论与实验研究证实,提出的两点法主轴回转精度测试方法是有效可行的。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

