


基于 PLC 与 GOT 的 CA6140 卧式车床进给系统的改造设计
2017-7-10 来源:广东石油化工学院 机电工程学院 作者:乔东凯, 赵晶英, 陈 军, 廖 辉
摘要: 阐述了 CA6140 卧式车床控制的原理与存在的问题,并细述了采用可编程控制器、触摸屏、编码器、步进驱动器和步进电机对 CA6140 卧式车床的进给运动自动控制的具体方法,从而实现了该车床智能化控制的目的。 实践证明该方法经济实效,对其他类型的机床或电气设备的改造具有借鉴和指导意义。
关键词: 可编程控制器; 触摸屏; 车床; 编码器; 步进电机
0.引言
CA6140 卧式车床进给的转速控制是通过转动手柄来控制,要改变刀架的移动转速,必须在刀架停止的情况下进行,速度转换时要转动手柄,操作不便。 有时需要频繁地更换其主轴转速,加快了齿轮之间的磨损,导致转速达不到要求。 此外,齿轮在工作时,出现噪声大,启动、传动不平稳,换速时冲击力大等问题。进给运动的进给量是通过手轮来控制的,会出现手轮转动后,存在一小段距离,刀架没有移动,导致加工出现误差。
1 调速改造方案的确定
未改造前,进给运动的转速是由转动手柄在不同挡位来控制,即改变齿轮之间的啮合,其进给量则由手轮控制。 机床改造后,用步进电机代替溜板箱纵向移动的大手轮和控制中滑板横向运动的小手轮,并通过编码器实时反映距离,采用触摸屏和 LC技术控制进给运动的进给量和进给速度。(1)调速原理步进电机的转速
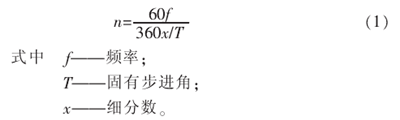
由式(1)可知,改变步进电机的频率就可以调节进给速度,并且其频率可在一定范围内变化,所以转速调节范围宽。步进电机的转动圈数

由式(2)可知,改变步进电机的脉冲数可以改变步进电机转动的圈数,进而改变移动的距离。(2)PLC、步进电机、步进驱动器、触摸屏和编码器的选择根据实际情况,系统需要控制 2 个步进电机,即PLC 需要 2 个高速脉冲输出, 为方便操作和保证系统的可见性,系统配备有触摸屏,故所需 PLC 的点数较少,且要连接编码器,需要晶体管输出,最终选择型号为 FX3U-32MT 的三菱 PLC。 由于代替手轮和手柄转动的步进电机不需要太大力矩,选择步进电 机 57BYG250B -SAFRMC -0152, 其保持转矩为0.7 Nm,步距角是 1.8°,相数为 2 相。 相应地选择步进驱动器为 SH-20402A。 编码 器选择型号为E6B2 -CWZ5B, 触摸屏选择性价比较高的型号为MT8104X 的威纶触摸屏。(3)PLC 输入、输出点的连接PLC 输入点、输出点的连接如表 1、表 2 所示。
表 1PLC 输入点的连接
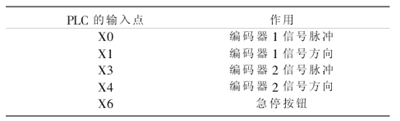
编码器 1(与大手轮连接)的脉冲与方向端分别与 X0、X1 连接;编码器 2(与小手轮连接)的脉冲与方向端分别与 X3、X4 连接; 将一个急停按钮与 X6连接,用来紧急停止整个系统。
表 2 PLC 输出点的连接
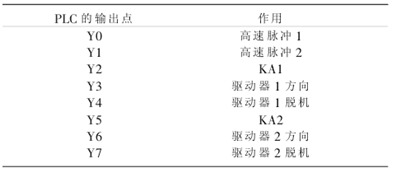
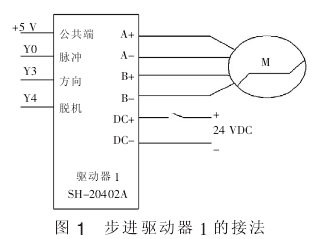
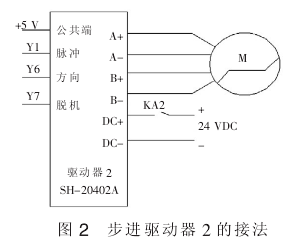
输出点 Y0 用于给控制床鞍和溜板箱纵向移动大手轮的步进电机驱动器 1 发送高速脉冲; 输出点Y1 用于给控制中滑板横向运动手柄的步进电机驱动器 2 发送高速脉冲。 连接到 Y2、Y5 的中间继电器分别控制步进驱动器 1 和 2 的通电与断电。 输出点Y3、Y6 分别给步进驱动器 1 和 2 发送方向信号,控制步进电机 1 和 2 正转。 输出点 Y4、Y7 则是使步进驱动器 1 和 2 脱机。(4)PLC 与步进驱动器、步进电机的连接PLC 与步进驱动器、步进电机的连接如图 1 和图2 所。
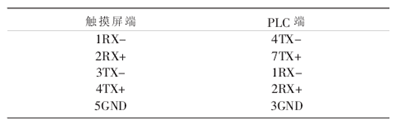
(5)PLC 与触摸屏的通讯PLC 与触摸屏的通讯如表 3 所 示 ,PLC 与 触摸屏接口类型为 RS-485 4W,通讯端口为 COM1,通讯线:触摸屏(公头)1、2、3、4、5 对应 PLC(公头)4、7、1、2、3。
表 3PLC 与触摸屏的通讯
(6)主轴速度和进给运动的控制步进电机通过步进驱动器来控制,即 PLC 通过步进驱动器来控制步进电机。 具体方法是 PLC 给步进驱动器输出一个高速脉冲、方向和脱机信号。 因为系统采用的是 64 细分,所以要将步进驱动器的刻度盘调到 64 细分。 编码器则连接到 PLC 的输入点,利用高速计数器记录下脉冲数,进而通过程序处理,反映出实时距离。PLC 开机初始化的程序如图 3 所示。
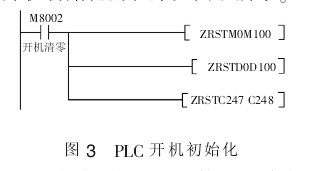
当给 PLC 上电时,M8002 接通一个扫描周期,系统对 M0~M100,D0~D100,C247~C248 进行清零。高速计数器计数并转换为距离和清零操作程序如图 4 所示。
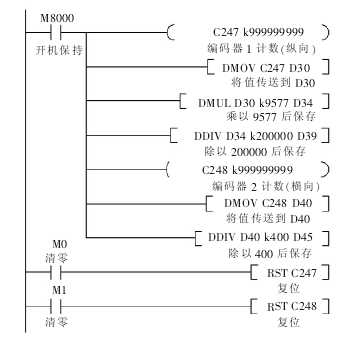
图 4 高速计数器计数并转换为距离和清零操作
与纵向轴相连接的编码器是通过式(1)进行距离转换,编码器的轴与齿数为 120 及模数为 0.25 的齿轮相联。 因此,可以求出齿轮的直径
如图 4 所示,当 PLC 开机后,编码器转换程序一直在执行,反映出进给移动的实时距离。编码器输出的脉冲用高速计数器计数。 纵向编码器的脉冲由高速计数器 C247 计数, 然后保存在寄存器 D30中,之后乘以 9 577,结果保存在 D35 中,最后除以200 000,结果保存在 D39 中。 横向编码器的脉冲由高速计数器 C248 计数,然后保存在 D40 中,再除以400,把运算结果保存在 D45 中。对高速计数器 C247、C248 的清零,则是在手动对完纵向和横向刀后进行,确定零点位置。主轴转速和方向控制程序如图 5 所示。
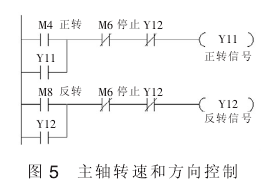
当 M4 接通时,控制主轴正转;当 M8 接通时,控制主轴反转;当 M6 接通时,停止主轴转动。 同时正转和反转设计了互锁,即正、反转之间的切换,必须要停止主轴,从而保护了主轴电动机。纵向进给速度、进给量和方向控制如图 6 所示。
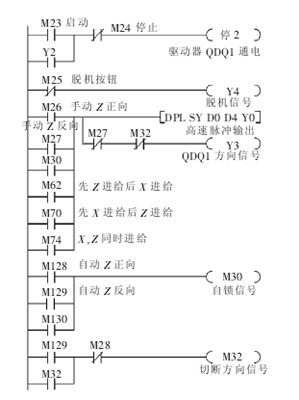
图 6纵向进给速度、进给量和方向控制
当线圈 M23 接通时,线圈 Y2 通电,给步进驱动器 1 上电;当线圈 M24 接通时,则步进驱动器 1 断电。 当 M25 接通时,线圈 Y4 通电,给步进驱动器 1发送脱机信号。 M26 和 M27 是手动分别控制步进电机的正反转,即前进或后退。 当 M28 接通时,自动控制步进电机正转;当 M29 接通时,自动控制步进电机反转。 当 M27 或 M29 接通时,切断步进驱动器方向信号 Y3, 进而控制步进电机反转。 当 M28 或M29 接通时,M30 自锁,给步进驱动器输出脉冲。 其中 D0 和 D4 的值可以根据需要进行改变,分别改变进给纵向的进给速度和进给量。横向进给速度、进给量和方向控制的程序如图7 所示。
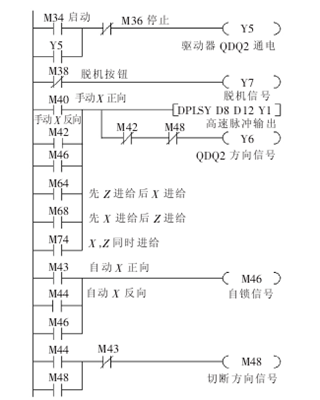
图 7横向进给速度、进给量和方向控制
当线圈 M34 接通时,给步进驱动器上电;当线圈 M36 接通时,则断电。 当 M38 接通时,给步进驱动器 2 发送脱机信号 Y7。 M40 和 M42 是手动分别控制步进电机的正反转,即前进或后退。 当 M43 接通时,自动控制步进电机正转;当 M44 接通时,自动控制步进电机反转。 当 M42 和 M44 接通时,切断步进驱动器方向信号 Y6,进而控制步进电机反转。 当M43 和 M44 接通时,M46 自锁, 给步进驱动器输出脉冲。其中 D8 和 D12 的值可以根据需要进行改变,分别改变进给横向运动的转动速度和进给量。进给运动的速度和进给量转换如图 8 所示。
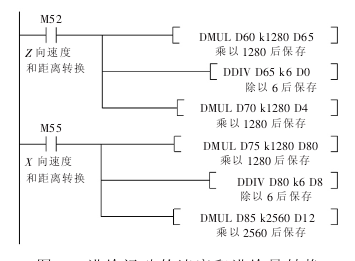
图 8 进给运动的速度和进给量转换
当 M52 接通时,将速度值 D60 根据式(1)转换为频率保存在 D0 中;将进给量 D70 根据式(2)转换为转动的圈数后, 再转变为脉冲数保存在 D4。 当M54 接 通时 ,将速度值 D75 根 据式 (1)转 换为频率保存在 D8 中;将进给量 D85 根据式(2)转换为转动的圈数后,再转变为脉冲数保存在 D12。进给运动的横向与纵向运动的控制如图 9 所示。9图 9进给运动的横向与纵向运动控制当M60 接通时,M62 自锁,开始横向运动;当所走距离值 D35 与所设距离值 D90 相等时,M64 接通,开始纵向运动;当所走距离值 D45 与所设距离值 D95 相等时,复位 M62,即停止运动。当 M66 接通时,M68 自锁,开始纵向运动;当所走距离值 D45 与所设距离值 D95 相等时,M70 接通,开始横向运动。当所走距离值 D35 与所设距离值 D90 等时,复位M68,即停止运动。 当 M72 接 通时 ,M74 自 锁 ,横向和纵向运动同时进行,当所走距离值与所设距离值相等时,复位 M74,即停止运动。
2.结语
本设计从电气控制方案、元器件选型及机加工系统现场环境等因素综合考虑,对 CA6140 车床的进给运动进行了电气化改造,改造后的该设备控制电路简单,稳定性和可靠性也增强,操作方便,实现了进给系统的自动化控制,进而提高了加工精度。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

