


回转窑托轮现场车削
2019-6-4 来源:四川启明星铝业有限责任公司 作者:王国强
摘要:我公司回转窑托轮因磨损后表面异常,影响托轮的调整及大窑正常运行。通过对托轮现场车削车床的设计、加工制作及对托轮表面的车削加工,在不停窑对托轮表面进行了修复,节约了大量的备件成本及停窑经济损失,确保回转窑的正常运行。
关键词:回转窑;托轮;车床;车削;修复
回转窑是铝用炭素工艺中的关键设备,它主要完成铝用炭素的第一步工序即石油焦的煅烧,它的性能和运转情况在很大程度上决定了铝用炭素阳极成品的质量和成本,从设备维护和正确使用方面来说,回转窑托轮与轮带接触的好坏决定了回转窑的安全稳定运行,因此托轮表面异常磨损后必须及时修复。
1、现状
我公司煅烧车间有三条煅后焦产能为5~6t/h的回转窑生产线。回转窑规格为φ2.2m×45m圆柱形筒体,带三档托轮支撑,回转窑投入运行以来来,托轮表面多次出现以下异常情况(如图1所示):①托轮两端部分高、中间部分低,呈鞍形度,使回转窑不能上下窜动,长时间在同一位置挤压运行,容易使托轮形成椭圆,引起回转窑振动。②托轮一端高、一端低,呈锥形度,迫使回转窑只能朝一个方向窜动,导致回转窑挡轮因超负荷而损坏,回转窑滑出运行轨道(托轮)。
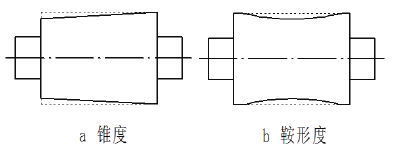
图1 托轮上产生的缺陷
按设备正常使用要求,托轮更换一般来讲在以下情况下更换:①托轮磨损出现裂纹;②托轮局部崩块较大、较深;③托轮磨损量超过原托轮直径8%以上;④设备计划检修(大修)维护确需更换。
未达到更换标准而磨损异常的托轮拆下外委加工修复,费用约10000元/个,不仅降低了设备的运行效率,同时增加了设备的检修和维护成本,不利于车间的连续生产,因此,对于异常磨损的托轮现场修复尤为重要。
2、技术方案确定
我们通过分析可知托轮满足现场车削条件,可对托轮进行现场车削修复:①托轮材质为ZG340-640高碳钢,硬度为210HB左右;②回转窑转速为1~3r/m,正常运行为2.3r/m,轮带直径2.7m,托轮直径0.9m,托轮外圆线速度为0.35m/s;③托轮安装场地空旷,两支撑轴承之间有600MM空间。
3、移动车床的制作
现有车床尺寸无法满足现场安装条件,根据车床工作原理设计一套如图2所示的简易车床。
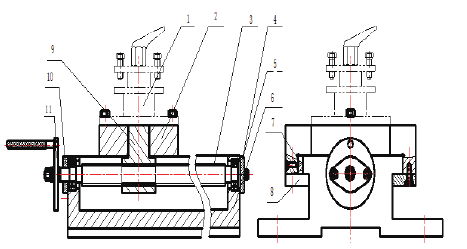
图2 移动车床结构
车床主要由小托架、大托板、传动丝杆、滑块及固定底座五部分组成。小托架带刀架部分用我车间现有的CD6140,车床床身用20MM钢板制作,传动部分采用Tr36*4梯形螺杆组合。由于托轮轴线与回转窑轴线夹角根据回转窑运行情况不断调整,为保证托轮现场车削的圆柱度,车床底座安装孔如图3所示。
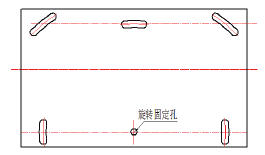
图3 底座调节孔示
4、车床现场安装
(1)焊接车床基座。用δ20mm的钢板按车床底座安装尺寸制作基座,基座上带螺纹安装孔,根据车削有效距离及回转窑安装斜度焊接在相应托轮台板上。
(2)车床安装找正。由于托轮两侧端面已磨损,无法作为找正基准,因此将托轮与轴承座之间的轴表面作为车床轴线与托轮轴线平行找正的基准,用大角尺长边靠在车床导轨水平面,另外一垂边靠在轴上,用直尺测量调整车床两端头使两边距离基本一致后锁紧底座螺栓固定。
(3)车刀选择。托轮材质为ZG340-640高碳钢,硬度210HB左右,托轮在运行中有振动和轴向窜动,选择YG8 20×20 45° 焊接合金车刀。
5、托轮现场车削加工要点
(1)车刀安装注意事项。①刀头不宜伸出太长,否则切削时容易产生振动,影响工件加工精度和表面粗糙度。一般刀头伸出长度不超过刀杆厚度的两倍,保证能顺利排削即可。②刀尖应与车床主轴中心线等高。车刀装得太高,后角减小,后刀面与工件加剧摩擦,装得太低,前角减少,切削不顺利,会使刀尖崩碎。刀尖的高低,可根据托轮主轴中心高低来调整。③车刀底面的垫片要平整,并尽可能用厚垫片,以减少垫片数量影响刀具刚性。调整好刀尖高低后,至少要用两个螺钉交替将车刀刀柄拧紧。
(2)试车。手动操作刀架小拖板调整进刀量,头次进刀速度要慢,进刀量要少,进刀量调好后再手动操作大拖板的操作手柄进行试车削,试车完一刀后,再测量托轮两头尺寸是否一致再做相应调整,试车合格后方可进行托轮的正式车削工作。
(3)车削。①在车削回转窑左侧正转托轮时,切削力由上向下,进刀量可适当大些,车削深度约3mm~4mm。②车削回转窑右侧反转托轮时,切削力由下向上抬,进刀量要减小,车削深度约2mm~3mm。③为防止因切削力过大造成刀具崩裂,走刀速度要缓慢均匀,托轮每转一圈进给量要小于0.25mm,如果托轮窜动量过大视情况改变吃刀量。④为保证车削托轮表面的粗糙度,在最后还有1mm左右车削深度时,改变进刀量,切削深度调整为0.5mm进行精车。⑤当托轮切削量超过5mm,必须对所车削的托轮平行顶进调整,以保证回转窑的中心高度,同时还要注意观察回转窑的运行状态,当窑体快速上窜或下滑时,要及时通过歪斜托轮调整法确保回转窑正常运行。
6、结语
回转窑托轮现场车削修复后,托轮与轮带接触面由20%增大到50%以上,托轮能正常调整控制回转窑的正常上下窜动,振动消除,运行平稳,满足生产使用要求。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

