


多功用车床扳手的设计与制作--车床刀架扳手和卡盘扳手的优化组合
2020-2-3 来源:中山市第一中等职业技术学校 作者:赵荣欢,孙天焕,罗 健
1、 产生背景
在普通车床和数控车床的实际操作过程中,拆装工件和刀具是非常频繁发生的工作程序,所以卡盘扳手和刀架扳手使用频率非常高,在使用过程中容易出现乱拿乱放、错拿错放的情况,影响生产效率和车间管理,并存在一定的安全隐患,具体情况如下:
1) 一个产品在加工过程中需要经过多次工件、刀具的拆装,由于机床配备的卡盘扳手和刀架扳手的基本尺寸是一样的,外形结构相似,唯一的区别就是端部一凸一凹。因此实际工作中很容易拿错,如果每次都花多几秒找工具,积累下来,势必对生产效率和经济效率产生一定程度的影响。
2) 装夹工件时凭卡盘扳手的力量往往不能夹紧工件,需要与加力杆配合使用,由于手柄强度不够,容易造成手柄弯曲变形,具有安全隐患。如图1 所示。

图 1 弯曲变形的卡盘扳手

图 2 两扳手使用过程杂乱
3) 卡盘扳手和刀架扳手配件较多( 四个零部件),如图 2 所示。从车间 7S 管理的角度看,有精简、整合的必要。
俗话说:“三分技术七分工具”,好的工具用起来得心应手,产品质量高,生产效率也高。针对以上问题,可否把卡盘扳手和刀架扳手合二为一,研发一个便捷、质优、一体,便于管理和使用的工具来改变这种现状呢? 带着这个想法,经过反复论证、设计,多次改进,终于完成了多功用车床扳手(刀卡组合扳手) 的制作。本文就该产品的工作原理、结构、功能及创新性等方面做简单介绍。
2 、工作原理
该多功能组合扳手主要由扳手主体和手柄两个部件组成,如图 3 所示。使用起来手感更好,转换便捷,很好的解决了原来卡盘扳手和刀架扳手配件较多、区分难,配合加力杆装夹时手柄容易弯曲变形、强度不够和管理乱的问题,大大的提高了生产效率。
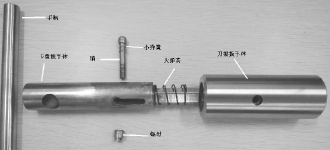
图 3 组装示意图
其工作原理如下:首先在卡盘扳手方轴处套入大弹簧,卡盘扳手体与刀架体扳手相配合;然后销套入小弹簧穿过刀架扳手体和卡盘扳手体,与螺母连接,销和螺母与两扳手体之间有一定的轴向间隙,用于保证滑移过程灵活;最后把手柄装入卡盘扳手体的孔中,组装完成。当手推刀架扳手体时带动弹簧插销机构滑移,滑移到销孔位置时小弹簧的弹力让螺母牢固的卡在销孔,卡盘四方轴工作面露出,可以正常装夹工件,如图 4(a)所示;要切换刀架扳手时,手按销头,让螺母与销孔分离,大弹簧的弹力把刀架扳手体自动弹回原位,方孔露出并可以进行刀具装夹,如图 4(b) 所示。在机构设计时,一定要保证满足两种工作状态下工作面的有效尺寸。
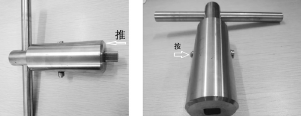
图 4 卡盘与刀架之间的切换
3 、主要零部件( 或机构) 的设计:
3. 1 可相互配合的刀架板手体和卡盘扳手体。如图 5 和图 6 所示,首先把卡盘扳手设计做成刚性好的板手体,在尺寸上卡盘扳手体的外圆、方轴与刀架扳手体的内孔、方孔相配合,并保证存在小量的间隙,然后卡盘扳手体左端圆孔? 15 位置设计要合理,不能影响卡盘扳手体和刀架扳手体之前的滑动,右端四方轴要配合刀架扳手体来设计,而且要尺寸准确,做到夹紧工件时能伸出适当的长度,当要夹紧刀具的时候回缩到里面,让刀架扳手体的四方孔有合理的工作深度。
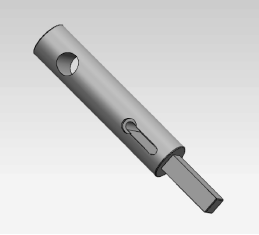
图 5 相互配合的卡盘扳手体的设计
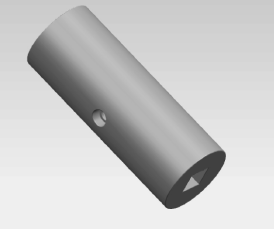
图 6 相互配合的刀架扳体的设计
3. 2 弹簧插销机构。在卡盘扳手和刀具扳手工作时,工作面有没有固定机构是影响工作效率的重要因素,当没有固定,在装夹工件时用力压卡盘扳手体,虽然能防止卡盘扳手插在卡盘上,起到保护作用,但装夹一直要有压力,并且还要对准卡盘扳手口,这样不利于操作;当使用螺钉紧固方式时,频繁松紧螺钉,大大影响拆装工件与刀具的效率。为了达到便捷、快速的切换,我们在两扳手体的连接部位加入弹簧插销机构,设计如图 7 所示。两扳手体配合能灵活运动后就设计和加工弹簧插销机构部位,由于卡盘扳手体要在刀架扳手体内自由的滑动,所以在卡盘扳手体精确的位置设计出行程孔,并把插销孔 Φ10 做好,这两孔意义重大,如何保证装夹时的工作深度就靠这个尺寸的设计,同时刀架扳手体也要针对卡盘扳手体在适当的位置设计出销和螺母孔的位置。销和螺母,如图 8 所示,加入弹簧进行组装,通过一推一按就能获得卡盘与刀架扳手的切换,推上去就是卡盘扳手,按下去则转换为刀架扳手。做到一推一按两扳手相对滑动,构件动作灵活、反应讯速。
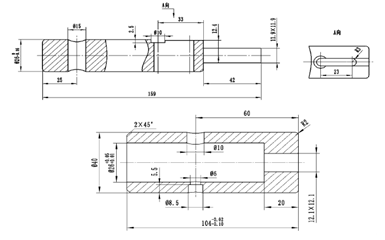
图 7 两扳手体弹簧插销部位的设计

图 8 销和螺母设计
3. 3 手柄。设计出合理的手柄,与卡盘扳手体的孔相配,手柄长度要合适,不能在卡盘夹紧或松开过程中撞到床头箱,提高装夹过程中操作的灵活性并且手柄做到尽量的大,提高其强度。
在材料选用上,因为卡盘扳手体、刀架扳手体、销、螺母和手柄要具有良好的工作性能和切削性能,并有较高的强度,基于种种我们选用了常用的45#钢材。两个弹簧标准件,完成材料的采购。
4 、使用效果
经过一个学期高强度的使用验证,多功用车床扳手(刀卡组合扳手)完全达到设计的预期的效果,其使用性能和工作性能完全符合要求,并且课堂上同学不用再因两扳手不好用而东奔西跑了,也不会经常拿错扳手而浪费时间了,生产的效率得到了最大的优化,并且减轻车间 7S 管理的压力,大大的提高了我们操作的规范性和职业素养。刀卡组合扳手以新奇的功能和效果在学校里大受欢迎。使用示意图如图 9 所示。

图 9 应用示意图
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

