


利用数控车床进行蜗杆砂轮开槽应用
2020-5-14 来源: 长城汽车股份有限公司 河北省汽车工程 作者:姜小勇;陈永超
摘要:随着齿轮精度及生产效率的不断提高,齿轮磨齿工艺的应用越来越广泛,随之应用的蜗杆砂轮及数量越来越多。多数齿轮生产企业不具备蜗杆砂轮自行开槽业务,需依靠供应商完成,势必增加砂轮的采购及运输成本。同时蜗杆砂轮多少决定库存及备货成本,成品蜗杆砂轮备库,会造成库存金额剧增。为尽可能的降低生产成本,蜗杆砂轮开槽应用与方法逐步被各企业推广。
关键词: 磨齿;蜗杆砂轮;齿轮;降成本;库存
0 引言
利用数控车床实现蜗杆砂轮开槽,减少成品砂轮的储备数量。生产企业可将储备单一的成品砂轮更改为储备蜗杆砂轮毛坯,随着生产的需求,进行蜗杆砂轮对应型号开槽业务。
1、 数控设备介绍
本文使用 CK7520C 进行蜗杆砂轮开槽介绍。
表 1 设备能力值
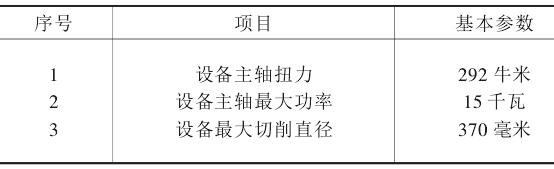
2、 夹具、刀具设计
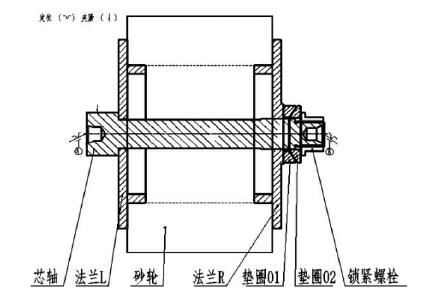
①蜗杆砂轮利用端面压紧的方式固定在芯轴上,芯轴装夹方式由前后顶尖定位、卡爪加紧,为保证开槽精度需对砂轮安装进行检测,检测砂轮径向跳动小于等于0.5mm,蜗杆砂轮毛坯的装夹如图 1。
图 1 砂轮毛坯装夹
②刀片选用非标 V 型刀片焊接 PCD,PCD 的高度应大于蜗杆砂轮的槽高,刀尖圆角 R 小于等于对应金刚滚轮的顶部圆角,刀尖角度等于需求的压力角 α,如图 2。
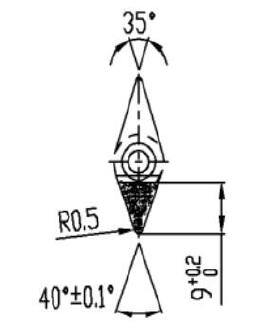
图 2 PCD 刀片
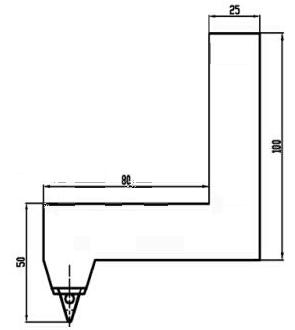
图 3 刀杆
③刀杆选择考虑设备 X 轴导轨护板与砂轮干涉问题,利用为避免 CK7520C 设备 X 轴导轨护板干涉,刀杆进行非标设计,如图 3。
3 、蜗杆砂轮开槽参数计算

4 、加工程序编制
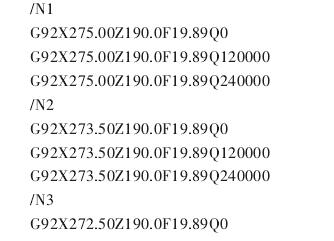
①因 CK7520C 数控车使用 FANUC 编程系统,Q 表示分度信息,如三头蜗杆砂轮开槽时,主轴角度分度为120°,程序段如下:
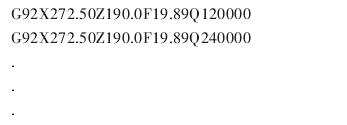
②切削线速度在 25-35m/min,每刀的车削量要随着深度的增加而减小,整体车削量在 1.5-0.1mm 间,车削形式如图 4。
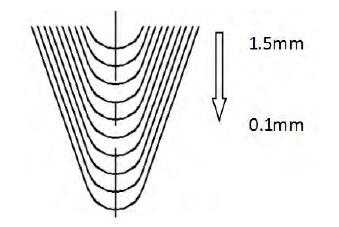
图 4 车削接触图
5 、精度验证
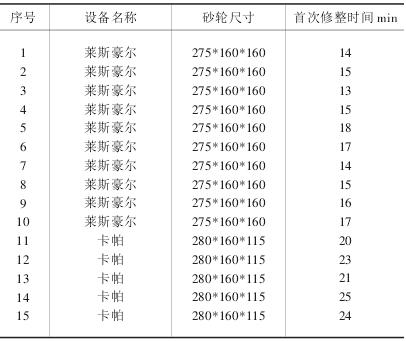
利用 CK7520C 数控车床,对卡帕磨齿机、莱斯豪尔磨齿机使用的砂轮进行开槽,并将砂轮装机验证精度,装机后首次修整时间在 13-25min,满足生产使用要求,测试结果见表 2。
表 2 测试结果
6、 结束语
通过以上方法设计及开槽的蜗杆砂轮满足磨齿机使用,可利用数控车完成蜗杆砂轮开槽,降低各零件的成品砂轮储备,降低成品砂轮的储备数量及采购成本。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

