


2021先进会员(创新十佳):苏州电加工所-- SE-WK007数控电火花精密微孔加工机床
2023-2-9 来源:机床协会 作者:-
2022年10月10日,中国机床工具工业协会公布了“关于2021年度中国机床工具工业协会先进会员(十佳)的表彰决定”,共计20家会员企业榜上有名(含10家“自主创新十佳”,10家“产品质量十佳”)。为了更好地宣传这些先进会员企业,协会传媒部针对十佳企业及其产品组织了系列专题宣传报道,以协会行业发展部提供的资料为素材,经与相关企业确认后在协会主办的全媒体平台公开发布,与业界同仁相互交流,共同进步。
—— 中国机床工具工业协会传媒部
SE-WK007数控电火花精密微孔加工机床
苏州电加工机床研究所围绕高精度异形化纤拼花喷丝孔高精度、微尺度、大深径比单孔及高精度多孔拼花的需求,深化精密微细电加工功能部件及关键共性技术研究,成功研发数控微孔电火花精密加工机床(见图1)。该设备利用电火花放电蚀除原理,采用精密细长电极或圆电极加工各种形状的精密微孔,主要用于新型化纤喷丝板等精密微孔的加工。加工精度与国外同类产品相当,达到国内领先水平。
其主要技术特点体现为:
(1)可加工 0.3mm 以下的微孔,精度高,表面质量好。
(2)采用简单电极通过数控组合,可加工各种复杂孔形。
(3)能加工不锈钢、黄铜、淬火钢等各种导电材料。
(4)采用工控机控制,更换电极自动报警,自动转换加工规准,自动完成群孔工件的加工过程;群孔孔位自动编程。
(5)显示加工参数,坐标位置等信息。

图1 产品图片
一、结构特点
该机床共设置有5个数控轴:X、Y、W(主轴头)、Z(电极伺服进给)、C(电极旋转分度)。针对高档喷丝板异形拼花高精度加工的特点,主机布局采用单立柱C型结构布局的对称结构设计。电极及导向器自动交换系统,电极运动状态检测单元,电导率、温度、压力调控水质工作液系统,纳秒级数字化微精脉冲电源,微细电加工间隙状态快速精准检测单元,专用微细电火花加工数控系统等单元组成。机床的整体布局及部件结构科学合理,具有足够的刚性和精度保持性,数控轴的运动惯量分配合理、匹配,满足电火花数控伺服加工的要求。设备馈电、工作液供给、密封防护等设计合理,运行可靠,使用安全;具有很好的人机功能、简捷紧凑均衡,有良好的视觉效果。
二、技术创新
围绕高精度异形化纤拼花喷丝孔高精度、微尺度、大深径比单孔及高精度多孔拼花的要求,苏州电加工机床研究所研发团队对电火花精密微孔加工的相关技术进行了全面深入的试验研究,主要开展了以下几方面的创新工作。
1.微细孔电火花加工过程智能控制技术
在电火花微孔加工过程中,随着加工深度的增加,加工间隙中的电蚀产物的排出越显困难,越易造成烧弧、伺服不稳,加工效率降低,甚至造成废孔;还有在电极刚刚穿出工件至完全穿透的区域,由于工作液从下端破口泄漏,加工区电蚀产物的排出更加困难,形成出口区域正常电火花伺服加工进展缓慢,既影响整体微孔加工效率,又影响了微孔下端边口区域的表面质量。为此,研发团队研创了一种“电火花微孔加工过程的智能适应控制策略”,在微孔加工过程中,数控系统依据放电状态检测信息、加工孔的深度信息以及伺服稳定性实时状态,智能适应控制脉冲参数、伺服参数以及高频振动参数,实现了微孔加工全过程的高效、稳定加工。
(1)放电状态精准高速检测技术。微细电火花加工中,放电能量很小,如何快速精准地检测放电状态,是实现微细孔电火花加工过程智能控制的关键。本机床采用高速器件检测加工间隙的放电状态,放电状态检测电路以可编程逻辑器件CPLD为核心处理单元,通过数据处理,判别微细电火花加工的正常、过渡、短路等相关状态,检测单元内部设计了温漂补偿处理模块,可保证放电状态检测信号精度不受坏境温度变化的影响。
(2)数字化微精加工脉冲电源及智能适应控制。超精脉冲电源是实现微细电火花脉冲放电的关键部件,要实现超光微细加工,必须能提供超窄的纳秒级的放电脉冲。研发团队研发了数字化纳秒级脉冲电源。主振级采用CPLD可编程逻辑芯片组成可编程脉冲发生器。脉宽、脉间及电流参数等给定信号通过光耦隔离接至CPLD可编程逻辑芯片,由CPLD作智能译码,控制各参数间的合理制约和匹配,杜绝了以往传统电源因各参数独立调节,互相之间无制约,因参数设置不合理而易短路的弊病。通过筛选超低电阻和超低电感的同轴输出馈线,解决了机床上杂散的分布电容和分布电感对加工的影响,通过成对配线方式最大限度地降低输出馈线阻抗,达到超窄脉冲能量的低阻抗、低畸变、高速传输。该脉冲电源实现了纳秒级的功率脉冲放大及传输,为精密微小孔加工提供了良好的基本条件。
(3)微细电极的微量进给伺服控制。电火花精密微小孔加工中,采用细长的微细电极,为了获得对其优良的微量进给及伺服控制性能,研发团队研发了细长电极丝滚轮连续伺服微当量进给机构,如图2所示。滚轮伺服运动轴(Z轴)(电极丝伺服进给机构),电机经同步齿轮,带动一对滚轮同步转动,滚轮自动送丝完成电极的伺服进给,这种电极丝的伺服送进结构不但能顺利可靠送进微细圆的或扁的电极丝,而且送丝精度高,伺服特性好,能适应细长电极丝的不间断送进,不用频繁换电极,满足大批量微小孔加工的要求。
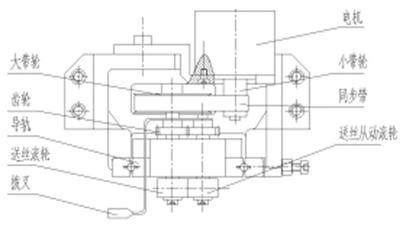
图2 电极伺服微当量进给机构(Z轴俯视图)
(4)微细电火花小孔加工中电极高频振动及智能控制。该机床创新实施微细电极的高频振动及振动参数智能控制,有效改善了微细孔加工的排屑及进出口加工状况,取得了明显效果。高频振动器与电极丝的滚轮送进机构设计为一体,如图3所示。在加工中,对进口、孔内、出口加工区分段,依据加工深度值,对电极高频振动的频率进行智能适应控制。与脉冲电源、伺服智能适应控制相结合,明显提升了微孔加工的进出口精度和出口的穿透性。
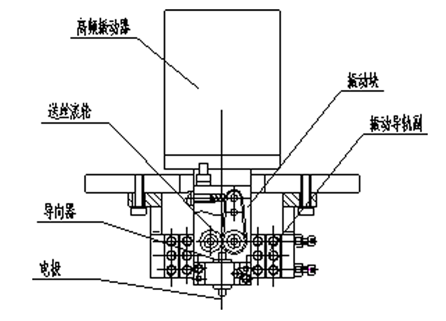
图3 高频振动器与电极丝的滚轮送进机构
2.智能数字化补偿高精度拼花技术
(1)满足高精度异形化纤拼花喷孔电火花加工要求的专用五轴数控精密主机研制。根据加工需求,该机床共设置有5个数控轴:X、Y、W(主轴头)、Z(电极伺服进给)、C(电极旋转分度)。针对高档喷丝板异形拼花高精度加工的特点,主机布局采用单立柱C型结构布局的对称结构设计(如图4所示)。X轴、Y轴全闭环控制,同时作激光测量误差补偿,满足了拼花加工时在XY平面极高的定位精度要求。W置于立柱上,可带动安装其上的C轴在垂直方向上下运动,C轴置于W轴前部,可带动装在其下端的多功能精密微孔加工头(含Z轴)及电极导向器作任意角度的回转定位,Z轴驱动电极丝通过安装在C轴下端的精密电极导向器导向,实现电极的伺服进给。
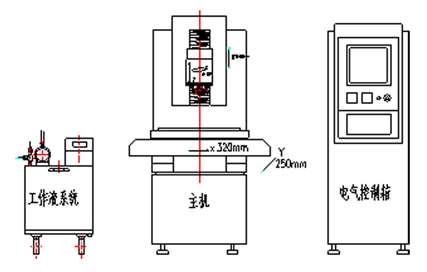
图4 高精度专用机床主机布局
(2)高精度电极旋转分度C轴。异形拼花微孔的每个窄缝的宽度只有0.04mm左右,电火花拼花加工后,其拼花精度必需小于0.006mm(见图5),否则在100倍显微镜下观察到的拼花形状将是一个散花。C轴回转精度决定了电火花拼花加工的拼花形状精度,如图6所示,C轴设计采用了大直径0级高精度轴承支撑,采用交流伺服电机驱动,高精度圆弧齿同步带减速以及海德汉高精度圆光栅反馈全闭环控制,实现C轴的高定位精度和重复定位精度。

图5 圆周形异形化纤精密拼花孔
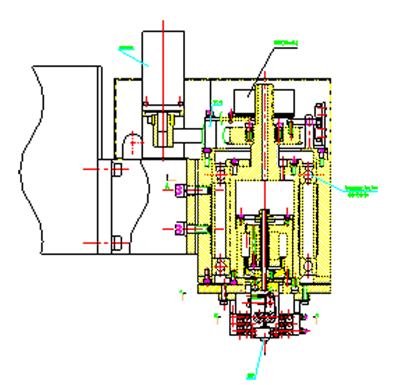
图6 C轴结构图
(3)依据C轴回转中心,通过高精度X、Y、C轴对电极拼花位置进行智能数字化补偿,拼花精度达到±0.006mm。研发团队依据电极原点与C轴回转中心的偏差数据,通过控制高精度X、Y、C轴对电极拼花位置进行智能补偿的数控算法,解决了电极原点与C轴回转中心偏差补偿问题。加工时,数控系统自动依据电极原点与C轴回转中心的偏差数据结合孔形编程数据,通过计算,控制高精度X、Y、C轴对电极拼花位置进行智能数字化补偿,加工出理想花形(见图7),拼花精度达到±0.006mm。
图7 各种拼花图形
3.四矩形精密宝石错位组合微细电极精密导向器
电火花微孔加工中为了解决阻尼及耐磨问题,微细电极导向器导向部分的材料一般选用人造宝石、陶瓷等低磨损系数、高硬度材料。由于该机床是要对微细的扁电极进行精密导向,用宝石或陶瓷制作微小扁孔的整体导向器可行性不大,研发团队创新研发了一种四矩形精密宝石错位组合微细电极精密导向器,如图8所示。该组合式导向器巧妙利用四矩形精密宝石相互错位,在中间形成一精密导向孔(槽),该组合式导向器具有制作方便;可以组合形成很细微的精密导向孔;精度高导向器在组装时,可以通过微调四块宝石的配合间隙,使导向间隙控制在合适的范围;既可实现对微细扁电极的导向,又可实现对圆电极导向;阻尼小、寿命高等优点。
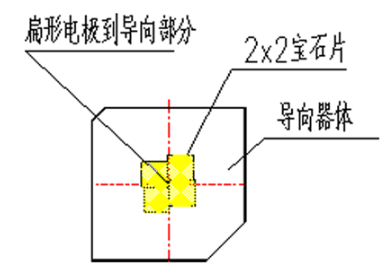
图8 四矩形宝石错位组合微细电极精密导向器
三、市场应用前景
本机床的技术含量较高,主要成果是实现采用简单电极加工高精度拼花异形喷丝微孔,解决了高精度异形化纤拼花喷丝孔电火花加工的关键技术,明显提升了电火花加工异形喷丝孔的水平。通过该机床成果的应用,对我国化纤行业的精密喷丝板相关制造企业的产业升级和转型换代具有重要支撑和推动作用。
在该机床技术创新研究的基础上,苏州电加工机床研究所获批参与2017年国家科技重大专项——“高档数控机床与基础装备制造”——《精密微细数控电加工技术设备及开发》(编号:2017ZX04021001-006)研发工作,项目进一步深化精密微细电加工功能部件及关键共性技术研究,建成多功能精密微细电火花加工持续研究和集成验证平台,可为电加工行业企业技术开发及用户需求提供试验验证服务,项目研究成果进一步推广应用,可满足汽车制造、航天航空、军工、生物医疗、3D打印等相关制造业对精密微细电火花加工要求,如发动机喷嘴的喷油孔等,具有广阔的市场及产业化前景。
(来源:协会行业发展部 责编:李华翔)
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

