


【摘要】数控铣削加工是机械加工中的重要环节,而大尺寸型腔是数控铣削加工的重要内容。常用的编程方法有行切法、环切法、以及二者的综合利用。但是,行切法在编程中由于需要求解的点坐标比较多,程序冗杂,不但编程效率极低,而且出现问题不易检查。笔者巧妙利用子程序和等差数列等编程理念,探索出一种快速编程的方法。
【关键词】数控铣削、大尺寸型腔、行切法、子程序、等差数列
【正文】
行切法切削平稳,加工效率高,常用在铣削大尺寸型腔的粗加工特别是模具的开槽加工。在行切法加工中,走刀路线为多个Z字型的组合,而每一个Z字型的走刀轨迹又是重复的,所以可以利用子程序编程原理,把重复的走刀轨迹编成一个子程序,然后通过多次调用子程序的方法来实现。这种编程方法可以简化程序,缩短编程周期,而且能使程序简单明了,方便程序检查。但是,子程序调用次数的确定是行切法编程的一个难题。本文从子程序和等差数列的角度,利用归纳法,总结了一种快速求解调用次数的方法。
1.子程序及其调用格式(以FANUC-0i系统为例)
1.1子程序
编制数控程序时,为了简化程序的编制,当一个工件上有相同的加工内容或者加工轨迹时,可以把相同的内容和轨迹编制成一个小程序,这个小程序就称为子程序。然后通过子程序调用的方法进行编程。其中,调用子程序的程序叫做主程序。子程序的编号与一般程序基本相同,只是程序结束字为M99表示子程序结束。
1.2子程序调用格式
子程序调用格式M98 P×××× ××××;
式中:
P―表示子程序调用情况。P后共有8位数字,前四位为调用次数,省略时为调用一次;后四位为所调用的子程序号。
2.等差数列的概念
在一组数列中,如果一个数列从第二项起,每一项与它的前一项的差等于同一个常数,这个数列就叫做等差数列,这个常数叫做等差数列的公差。
3.行切法数控铣削大尺寸型腔的快速编程方法
3.1零件的工艺分析及加工路线的确定
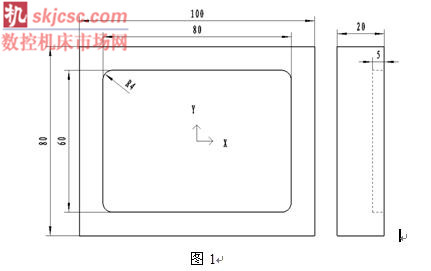
图1是一个简单的型腔零件,型腔尺寸比较大,去除的材料比较多。可以采用行切法进行粗加工。由于有R4的拐角圆弧限制,所以,刀具的直径最大选择为Φ8mm的立铣刀。粗加工完成后,然后用同一把刀利用环切法进行精加工。
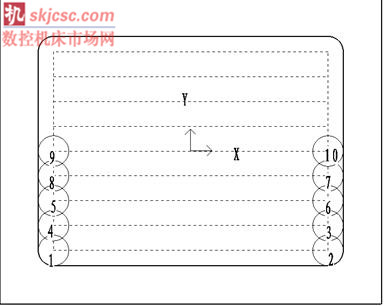
粗加工的路线见图2,加工轨迹为1→2→3→4→5→6→7→8→9→10……。由于在加工轨迹上有重复动作,所以,我们将2→3→4→5→6这四个动作编成子程序。
3.2调用次数推导计算
设调用次数为n,每刀的切削厚度(即为2→3的距离)为t,刀具的直径为d。在加工过程中,X方向往复加工,只有Y方向有侧移,所以,只计算Y方向槽宽的变化即可,设某时刻Y方向的槽宽为D。另外,1→2铣削完之后的D=d=8mm。
则:调用第一次铣削后Y方向槽宽D=d+2t
调用第二次铣削后Y方向槽宽D=d+2t+2t=d+4t
调用第三次铣削后Y方向槽宽D=d+2t+2t+2t=d+6t
…………
利用数学归纳法,调用n次后,Y方向的槽宽D=d+2nt。该表达式为首项为d,公差为2t的等差数列。由于最终D=60mm,则:
D=d+2nt=8+2nt=60
该式化简为:nt=26
由于调用次数n为整数,而t﹤d,所以取n=4,t=6.5(刀具有1.5mm的重叠)。
3.3程序的编制
主程序:
O0001 ;主程序名
N10 G90 G92 X0 Y0 Z50 ;建立工件坐标系
N20 M03 S1500 ;主轴正转,转速为1500r/min
N30 G00 X-36 Y-26 Z2 ;快速的定刀到1点的正上方
N40 G01 Z-5 F100 ;采用直线插补的方式垂直下刀(预先打工艺孔)
N50 X36 ;加工第一刀
N60 M98P40002 ;调用子程序O0002,调用次数为4次
N70 G90 G01 X-36 F80;采用绝对方式进行精加工到点(-36,,26),进给速度为80mm/min
N80 Y-26 ; 精加工到点(-36, -26),
N90 X36 ; 精加工到点(36, -26)
N100 Y26 ; 精加工到点(36, 26)
N110 G00 X0 Y0 Z50 ;快速返回起刀点
N120 M05 ;主轴停转
N130 M30 ;程序结束
子程序:
O0002 ;子程序名
N10 G91 G01 Y6.5 F100 ;采用增量的方式往Y方向侧移6.5mm
N20 X-72 ;用增量的方式直线插补,增量坐标为-72
N30 Y6.5 X72 ; 用增量的方式直线插补,增量坐标为72
N40 M99 ;子程序结束
4.结语
该行切法关键点的求解方法是基于子程序调用和等差数列的计算思路,利用归纳法,找出等差数列的数学表达式,根据调用次数必须为整数和切削宽度小于刀具直径的特殊要求,最终确定出子程序的调用次数。计算简单,方便快捷,能够较好的解决目前行切法子程序调用次数难求的问题。(文:山东冶金技师学院 )
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

