


摘要:
文章主要以轮廓斜角为研究对象,探究成形铣刀、宏程序结合可编程参数指令G10和UG自动编程三种方式加工轮廓斜角的方法,通过三种方法的研究和分析,让我们对轮廓斜角加工得以全面充分认识,在实际生产中,合理应用倒斜角方法,更大程度地提高加工生产效率。
1 引 言
倒角是零件最常见的结构特征,通常有倒斜角和倒圆角两种类型,一般倒角的作用是去除毛刺、美观;还有一些特别强调的倒角是为了安装工艺要求,比如安装导向,减少应力集中,容易装配等作用。加工倒角的方法常见有3种,一是成形铣刀(倒角刀)编程铣削;二是利用宏程序和可编程参数指令G10编程加工;三是使用CAD/CAM软件自动编程加工。每种加工方法都有其适应性和特点,文章主要以倒斜角为研究对象,探究三种加工方法倒斜角的特点,以便我们对倒斜角加工做到充分认识,合理选择应用,为实际生产起到必要的指导作用。
2 成形铣刀倒角
2.1成形铣刀类型
倒角的成形铣刀也称为倒角刀,按结构不同可分为整体式和舍弃式,整体式刀具(见图1),这种刀具当使用磨损或蹦刃时,可在专用磨刃机上进行刃磨,刃磨好后可以继续使用,直至切削长度用尽报废。舍弃式刀具(见图2)在使用时,如磨损或蹦刃,可翻转刀片另一面使用,直至刀片用费报废,刀杆可反复使用。

倒角刀又可分成单刃、三刃、多刃和角度分的45°、60°、90°、120°倒角刀等,其中60°和90°最为常见。倒角刀根据其结构特点可用来加工锥孔、轮廓倒角,此外,单刃倒角刀可在电钻上加工出光洁的锥面;三刃倒角刀可加工型面较长的锥孔。总之,倒角刀是实际生产中应用相对比较广泛的一种成形刀具。
2.2成形铣刀倒小孔倒角
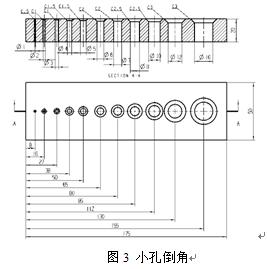
小孔轮廓倒角最简单的使用方法是使用成形铣刀,其加工原理是:主轴旋转,Z向进给完成加工,编程可借助孔加工循环指令(G81)或直接使用G01编程。下面就一组小孔倒角(见图3)举例编程。
(1)刀具选用与对刀
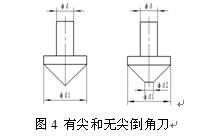
成形倒角刀有有尖和无尖两种(见图4),针对不同大小的倒角,倒角刀选择的原则为孔的直径要大于倒角刀的最小有效直径(0~d2)且小于倒角刀最大有效直径(d1),在编程加工时,通常以倒角刀的底端为Z向零点,对刀方法同立铣刀。
(2)参考程序
文章以FANUC 0i系统编程,图3小孔倒角参考程序如下:
O0001;
G0G54G90X0Y0M3S2000;(G54坐标系快速移动,主轴正转)
Z20M8;(快速到一安全高度)
G81X0Y8Z-0.5R5F80;(G81倒角)
Y16Z-1;
Y27;
Y38Z-1.5;
Y50;
Y65Z-2;
Y80;
Y95Z-2.5;
Y112;
Y130Z-3;
Y155;
G0G80Z200;(快速抬刀)
M30;(程序结束并返回)
2.3成形铣刀倒轮廓倒角
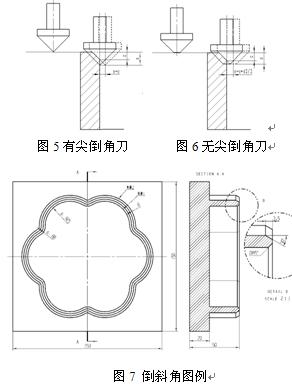
任意轮廓的倒角可根据倒角特征选择成形倒角刀加工,主轴旋转,以轮廓为切削轨迹,通过Z向切深和刀具补偿完成轮廓倒角加工。下面以90°倒角刀为例,分别以有尖和无尖两种形式,探究轮廓倒角加工。
(1)加工原理
有尖倒角刀以底端对刀,轮廓程序中Z向深度若为n,半径补偿输入n-c,倒出的倒角就为c(见图5);无尖倒角刀以底端对刀,Z向深度若为n,半径补偿输入n-c+d1/2,倒出的倒角就是c(见图6)。如果对于精加工的倒角,我们通常也可以先编好程序,刀补先给大,补正之后,将模式打到手轮状态,“相对坐标”清零,用手轮摇到你满意的位置,观察坐标系偏移了多少,用原来的刀补减掉这个值输入现在刀补,也可完成倒角加工。
(2)参考程序
下面以图7中轮廓倒C2的倒角为例说明,加工程序如下:
O0002;
G0G54G90X0Y0M3S2000;(G54坐标系快速移动,主轴正转)
Z20M8; (快速到一安全高度)
G0X40;(快速移动到下刀点)
G1Z0F300;(到Z0面)
M98P0003L1;(调用0003子程序1次)
G0Z20;(抬刀到20)
X80;(快速移动到点)
G1Z0F300; (到Z0面)
M98P0003L1;(调用0003子程序1次)
G0Z200;(抬刀)
M30;(程序结束并返回)
O0003;(加工轮廓1)
G91G1Z-nF200;(切深n)
G1G41D1X60F300;(D1=n-2或n-2+d2)
……;(轮廓1轨迹)
G1G40X40;(取消刀补)
M99;(返回子程序)
3 宏程序倒角
数控宏程序在轮廓加工中有着不可替代的作用,尤其在大批量生产中更加体现宏程序的优势,程序容量小,加工效率高。下面讨论宏程序加工轮廓倒角方法。
(1)可编程参数G10
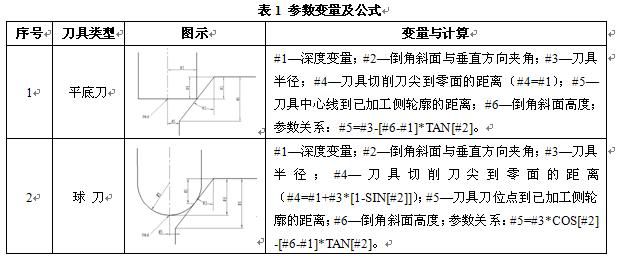
轮廓倒斜角可使用平底铣刀或球刀,通过可编程参数G10结合宏程序变量完成倒角加工。Fanuc系统中G10可输入系统参数、坐标系参数、刀具补偿值和刀具寿命等,使用刀具半径补偿值中的D代码编程格式为:“G10L12P__R__”,P为刀具补偿号,R为刀具补偿值。编程的具体参数如表1。
(2)参考程序
下面以图7中3.5x30°和C2倒角为例,结合表1的参数说明进行倒斜角的宏程序编程,程序如下:
O0004;
G0G54G90X0Y0M3S2000; (G54坐标系快速移动,主轴正转)
X80Y0;(快速到下刀点,内倒角改为X40Y0)
Z20M8;(安全高度)
#1=0;(深度变量初值)
#2=30;(斜面与垂直方向夹角,内倒角改为45)
#3=4;(刀具半径)
#6=3.5;(倒斜角高度,内倒角改为2)
WHILE[#1LE#6]DO1;(如果#1小于等于#6,加工循环开始)
#4=#1;(Z向动态变化值)
#5= #3-[#6-#1]*TAN[#2];(刀补动态变化值)
G10L12P1R#5;(#5刀补赋值给D1)
G1Z#4F200;(加工到当前#4高度)
G41D1 X66Y0F300;(内倒角改为X60Y0)
M98P0005;(调用0005轮廓子程序)
G0G40 X80Y0; (内倒角改为X40Y0)
#1=#1+0.1;(深度递增步长)
END1(循环1结束)
G0Z200;(抬刀)
M30;(程序结束并返回)
以上程序为3.5x30°倒角程序,M98P0005为外轮廓的轨迹描述,如若使用平底刀加工内轮廓2 x45°倒角,只需按照括号中的说明改动即可;如若使用球刀加工以上轮廓,在以上改动的基础上,同时将#4改为等于#1+#3*[1-SIN[#2]],#5改为等于#3*COS[#2] -[#6-#1]*TAN[#2]即可。
4 CAM倒角
倒角也可以使用CAM软件自动编程,目前CAM软件有很多,比如UG、Master CAM、CAXA制造工程师、Powermill、Pro-E、cimatron等等,不管是专业CAM软件还是嵌套式CAM软件,其各有优缺点,本文章以UG软件中嵌套的CAM模块用平底立铣刀(Ф8)和球刀(R4)分别编制图8倒角程序,并仿真其加工效果。平底刀生成刀轨和实体模拟仿真加工效果见图10(a)和图10(b),球刀生成刀轨和实体模拟仿真加工效果见图11(a)和图11(b)。
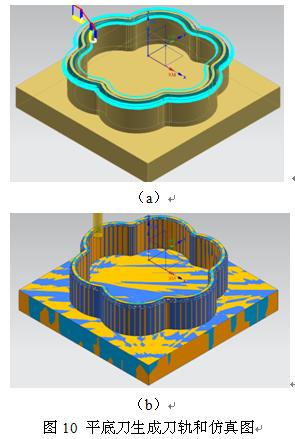
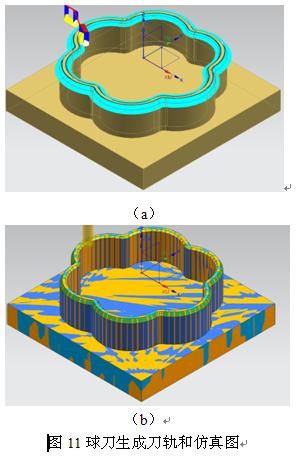
根据图10、图11生成刀轨和加工仿真图,可知平底刀和球刀加工倒角,其余参数一致唯刀具类型不同的情况下,平底刀切削刀路少于球刀,加工效率高于球刀,但是球刀加工的效果要好于平底刀。读者可根据实际需求选择其中一种加工方法应用,最后通过UG后处理生成G代码输入数控机床完成零件加工,由于篇幅有限后处理程序省略。
5 结语
文章主要讨论三种方法(成形铣刀、宏程序和CAM自动编程)加工轮廓斜角,并举实例加以说明,此三种方法各有千秋,读者可根据实际需要和个人习惯选择使用,为实际生产提供更有效的加工方法。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

