


摘要:钢包回转台是炼钢厂的关键设备,是现代连铸中应用最普遍的运载和承托钢包进行浇注的设备。按臂的结构形式可分为直臂式和双臂式两种。文中简要介绍了直臂钢包回转台的结构特点,阐述了该类大型不对称工件上超大尺寸内外圆的加工,在现有加工设备不具备正常加工能力的情况下,利用有限资源,采用新的加工工艺方法,使之完全满足使用要求所采取的工艺措施,为以后加工同类产品提供了一套成熟的工艺方案,为公司创造了良好的经济效益。
关键词:钢包回转臂;大型不对称工件;镗杆装置;工艺方案
0 引言
钢包回转台是炼钢厂的关键设备,也是我公司的主导产品之一,本文所涉及到的产品对象是我公司为某大型钢铁公司生产的连铸机的核心部件———钢包回转台的回转臂。回转臂是钢包的直接支承者,系大型不对称的焊接结构件,回转臂长11 160 mm、宽4070 mm、高2810 mm,重量为44 740 kg,其加工的关键部位是内止口,尺寸是准3021H8(深8 mm),通过该内止口定位与回转支承(即止推轴承)相联接,它的加工精度直接影响钢包回转台运行的平稳性及平衡性。由于当时公司尚无大型数控镗床,现有的加工设备不具备该件的加工能力,按传统的加工方法无法加工回转臂的内止口,经过认真分析回转臂的工作原理,及其与主要零部件的装配关系和在使用过程中的作用,采用了一种新的加工方法,即采用普通镗床外加辅助镗杆装置的加工方法,很好地解决了这一问题,利用有限资源,采用新的加工工艺方法,使之完全满足使用要求,该方法既提高了现有设备的加工能力,又为公司创造了良好的经济效益。其中的“辅助镗床加工大型不对称工件内外圆的镗杆装置”经申报国家专利,已获得国家实用新型专利证书。
1 、钢包回转台的工作原理及回转臂的加工工艺分析
钢包回转台是炼钢厂的关键设备,是现代连铸中应用最普遍的运载和承托钢包进行浇注的设备。按臂的结构形式可分为直臂式和双臂式两种。
这里仅对直臂式钢包回转台的工作原理和结构特点简单介绍一下,图1 所示为整体转臂式回转台,又称直臂式钢包回转台,直臂式钢包回转台的两个钢包支承在同一直臂的两端,同时作旋转和升降运动,一般来说,没有升降功能的回转台多采用这种型式, 但也可在直臂的两端设置升降装置。凡是钢水需要过跨的连铸机一般都选用这种回转台。
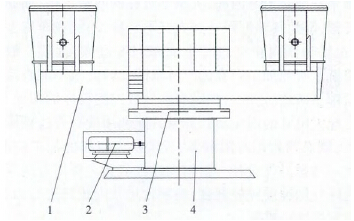
图1 直臂式钢包回转台结构示意图
1.回转臂2.驱动装置3.回转支承(即止推轴承) 4.底座
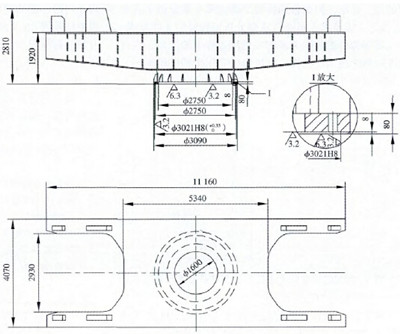
图2 钢包回转臂示意图
图1 中,回转臂1 是该装置的核心部件,它是一大型不对称的焊接结构件(详见图2)。图2 中与回转支承(即止推轴承)相联接的定位止口(即尺寸准3021H8 深8 mm)的加工是该零部件加工的难点所在,因为,一般工件的内外圆加工大多是通过车床来完成,但无论是立式车床,还是卧式车床,对工件的尺寸和对称性都有一定的要求,如果工件尺寸过大,则车床的工作平台不足以容纳工件;如果工件不对称,则工件在回转过程中产生的离心力不仅会影响工件的加工精度,也会带来安全隐患。因此,大型不对称的回转工件,如钢包回转臂,因为其外形尺寸过大又不对称,不能在车床上加工,也因为其内止口的尺寸准3021H8 过大,远超一般普通镗铣床所能加工内孔的尺寸范围,因此也不能直接用普通镗铣床进行加工,在没有大型数控镗铣床的情况下,加工超大尺寸的内止口,如果只能利用现有普通铣床进加工,则必须利用有限资源,设法扩大镗床的加工范围,为此需考虑另外设计一套辅助镗杆装置,使用普通落地镗铣床外加辅助镗杆装置,对超大尺寸内止口进行加工,方能解决这一难题。
2 、工艺方案及其辅助镗杆装置
根据以上分析,基于当时我公司现有的机械加工设备,因无大型数控镗铣床,现有机床又无法满足钢包回转臂的加工要求,但钢包回转臂又必须要在本公司完成加工,因此工程技术人员通过认真分析回转臂的工作原理、各主要零部件的装配关系和在使用过程中的作用,结合普通镗铣床的工作特性,设计出一套用于辅助镗床加工大型不对称工件上超大尺寸内外圆的Z 型镗杆装置,见图3。
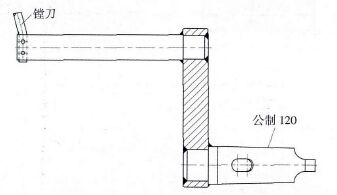
图3 加工超大直径内止口的Z 型镗杆装置示意图
采用该Z 型镗杆装置加工尺寸为准3021H8 的内止口的工艺方案,先要在回转臂上加工出工艺基面,然后,将回转臂侧卧,经过严格校正,将Z 型镗杆装置与镗床的主轴联接好,便可进行内止口的镗削加工了,该装置通过换装不同镗刀可实现对超大尺寸内外圆的加工,使用这套装置加工钢包回转臂超大尺寸的定位止口,达到了预期的效果,因此大型不对称钢包回转臂上超大尺寸内孔加工的这一难题便得到了圆满的解决。如果将图3 中的镗刀换成外圆车刀并反装,还能实现对大型不对称工件上超大尺寸外圆的加工。
使用该工艺方案的优点是:首先,由于镗床在加工过程中,镗杆做旋转运动,而工件不动,避免了大型不对称工件因为高速旋转所产生的离心力对工件加工精度的影响。然后,由于镗床的工作平台远比车床的工作平台大,克服了工件因为尺寸过大没有空间可以安放置的问题,最后,刀臂的设置可以使得刀具伸到工件超大尺寸的外圆或者内孔,而刀杆的设置可以使得刀具不仅能沿轴向加工工件一定长度的内孔,而且能沿轴向加工工件一定长度的外圆,使用该工艺方案加工好的产品,经检验完全满足图纸要求的精度和粗糙度。
使用这一工艺方案需要注意的是:由于刀具装夹在辅助镗杆上,远离镗床的主轴,这样便增大了刀具受力点的力臂,在同样进刀量的情况下,同时也就增大了刀具对镗床主轴的力矩,这对镗床的影响是不言而喻的,而辅助镗杆装置又相对比较薄弱,在实际使用时,操作者必须严格控制好适当的进刀量,进刀量过大易致辅助镗杆装置的刀杆产生振动,轻则影响产品的加工精度及表面粗糙度,重则伤及人员、设备,酿成安全事故。
3 、应用实例
随着企业的不断发展,中钢衡重公司尽管现在已经添置了不少大型数控镗铣床,由于在加工钢包回转臂的内止口时,成功使用辅助镗床加工大型不对称工件的Z型镗杆装置,效果良好,而且成本低、效率高,所以该工艺方案一直沿用至今,并在其它类似的产品上得到广泛应用。
4 、结语
该工艺方案经过在钢包回转臂加工上的多年应用,成熟可靠,辅助镗床加工大型不对称工件上超大尺寸内外圆的Z 型镗杆装置,结构简单、实用、成本低廉、使用安全,具有较广泛的应用价值。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

