


采用可移动式悬臂铣床加工大型回转结构工件
2016-8-5 来源:河南林业职业学院 河南卫华重型机械 作者:安存胜 聂福全
摘要:大型回转零件表面及孔加工需要采用大型立式车床等专用加工设备,此种设备采购成本较高,外协加工又容易造成成本增加和运输困难。本文介绍一种移动式悬臂铣床及其加工工艺,可以有效地解决该类零件的加工难题,且具有设备成本低、移动方便及加工经济性好等特点。
关键字:加工难题 结构特点 技术特点
1. 工件结构及加工难题
随着国内外起重机械行业的不断发展, 上下双层回转小车结构起重机已成为起重机制造发展的必然趋势,双层回转小车大型环形轨道及回转面的加工成为制约加工的难题,以图1所示某挖泥船用起升机构回转工作台工件为例,该工件最大直径达8 440mm,由于工件较重,吊运困难且吊运调整成本高,标示有加工符号的环形平面、环形台阶及均布的螺栓孔均需要采用一次装夹全部加工完成的工艺方法。而使用超大型立式车床完成环形回转平面的加工,是最有效的方法。但是我公司目前没有可以加工如此大尺寸工件的设备,对于大多数企业而言,采购超大型立式车床是不现实的,因此,对于此类工件的加工就需要采用适宜的方法和经济适用的加工装备,为此我们研发了一种可移动式悬臂铣床,通过制定合理的工艺,可以有效解决大型回转类零件的加工问题。
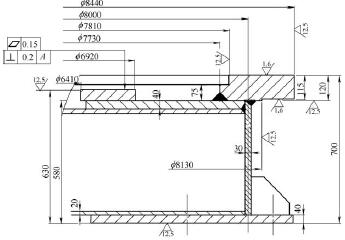
图1 大型回转体结构局部示意图
2. 可移动式悬臂铣的结构特点
由于大型结构件的吊装成本极高,因此设计的加工装备应该具有易于移动及调整的特点,即通过调整设备而非调整工件的方式就可完成工件的加工,以节约加工成本。如何设计一台具有如此强大加工能力且成本较低的可移动式加工设备,是此类工件加工的最大难题。经过反复分析和论证,设计的可移式旋臂铣装备如图2所示,该装置主要包括悬臂、回转支承、垫板、动力头、减速机、底座和弯板等部件。其工作原理是悬臂的两端及中间位置均设计有动力头安装底座,悬臂可以在托板上来回移动,达到铣削不同尺寸位置的平面及钻孔的目的。悬臂的端头还可以安装上弯板,在弯板上装上动力头,能够达到铣削侧面的目的。该悬臂铣还可以配备90°角铣头,可以完成侧面或下面的加工。由于悬臂铣具有铣平面、铣环形面及钻孔的功能,最大加工直径达10m,因此可以实现一次装夹,完成图1所示工件的全部加工。为提高悬臂铣的加工范围,悬臂上两端及中间位置都设计有动力头安装底座,且底座的尺寸规格各不相同,以应对不同高度平面的加工。当动力头安装在中间位置时,可以加工直径在4 000mm以下范围内的平面及孔。这就极大提高了悬臂铣的加工范围及加工能力。
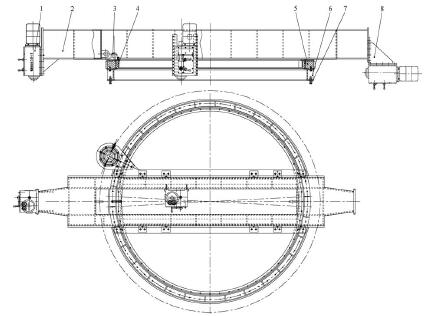
图2 悬臂铣结构示意图
1.动力头 2.悬臂 3.拉环 4.支承垫板 5.回转支承 6.底座 7.调平支承螺栓 8.弯板
3. 悬臂铣的技术特点
(1)采用回转支承作为回转机构。为保证设备的加工精度,同时降低设备制造成本,在设备整体设计和配套件设计时,对于设备精度影响较小的结构件部分如悬臂,采用自制的方法。这样可以将成本降到最低。对本设备加工精度有直接影响的回转部分,采用外购高精度的回转支承。
(2)一次装夹,加工范围广。悬臂铣中的悬臂上有三处动力头安装座,两端的安装座是为了分别满足工件加工面低于设备底座和高于设备底座的加工需要的,中间位置是在当大型工件的中间位置有加工需要时使用。悬臂长7.5m,回转支承直径4.5m,最小可以加工直径为4m、最大可以加工直径为10m的工件。同时动力头上可以安装盘铣刀、玉米铣刀、钻头和角度头等,可以满足工件上平面、环形台和侧面的加工, 也可以进行钻孔加工,从而实现一次装夹完成所有部位加工的目的。
(3)进给速度可实现无级变速。悬臂回转是由带有变频电机的立式摆线减速机来驱动的,速比达6 177,能够提供强大的驱动力。由于悬臂铣设备可以加工直径4~10m的大型回转件,如此大的加工范围,设备端部的线速度变化也会较大,刀具进给的速度要求控制在一定的范围内,因此要求设备回转速度小且变化范围大。该悬臂铣的电气控制部分采用了较为先进的变频控制技术,通过控制电路,可以实现电机的无级调速,满足切削时不同进给速度调整的需要。
(4)易于调整、方便移动。该悬臂铣可移动性较强,可以放在大型工件上对工件进行加工,且该装置底座上均布有30个可调支腿,悬臂铣吊放到工件上后,通过可调支腿的调整,能够适应高度不平的工件表面,也能够方便地进行设备调平。悬臂铣调平后,在悬臂铣及工件位置都不变的情况下,可以完成工件的上表面、下表面、侧面及孔的加工,工件不必进行二次装夹,避免了二次装夹对精度的影响,同时也减少了辅助时间,提高了加工效率。
4. 工艺方案设计
为避免图1所示工件各零件采用分段加工再汇装焊过程中出现许多不确定因素,同时尽可能地减小焊后加工余量,并为环形轨道的焊接提供一个相对精确的基准,采取先使用旋臂铣加工环形轨道一面,作为焊接定位基准面,预留整体加工余量的方法,然后再用旋臂铣对焊接后的大型环形轨道及环形面进行整体加工的工艺,这样可以有效减小焊接变形对工件质量的影响,提高大型回转体工件的整体加工质量,同时通过焊前加工减小余量并提供精确定位基准的方式,也可以消除环形轨道切割焊接的变形,提高环形轨道的焊接精度,确保焊后余量最小,从而提高生产效率。图3所示为焊接前使用悬臂铣对环形轨道定位基准面进行加工,图4所示为正在加工的环形轨道表面。


图3 正在进行加工作业的悬臂铣 图4 正在加工的环形轨道
5. 结语
该设备具有结构简单、移动方便、加工范围大及加工精度高的特点,完全可以满足铣平面、铣环形面及钻孔的功能,加工直径范围可调,实现了以相对较低的生产制造成本达到较高的加工精度的需要,有效解决了大型回转结构件焊后加工的难题,提高了大型回转件的整体质量,为制造大型特殊起重机的工艺进步奠定了基础。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

