
1概述
随着国内电力事业的不断发展,作为电厂主机的汽轮机出现了供不应求的局面,在这种市场环境下,我公司加人了汽轮机制造的竞争行业。汽轮机为高附加值产品,与公司以往生产的传统产品相比,尤其是核心零部件,附加值可高达01%。公司引进了世界先进的中225数控幢铣床和5.5x22m数控龙门铣床,该设备非常适合加工体积大、精度高的高附加值产品,此次公司对汽轮机的加工,不仅提高了数控设备的利用率,而且为开拓新市场创造了有利条件。
2 汽轮机的结构及低压缸在汽轮机中的位置
汽轮机是通过蒸汽使叶片转动,从而带动转轴转动,是为大型火力发电机组提供动力的设备。主要由主油泵、前轴承箱、高压隔板套、高压内缸、中压内缸、中压隔板套、高压叶片装配、高压1一21级隔板、中压正向1一9级隔板、汽缸定中心梁、高中压转子装配、高中压外缸、低压转子装配、低压外缸、低压内缸、低压正反向l一7级隔板、低压正向动叶片装配、低压隔板套、中间轴以及低压(内、外)缸对中装置等组成。
汽轮机从调阀端开始依次为高压缸、中压缸和低压缸三部分。低压缸分为内、外缸,低压外缸由低压外缸(调)、低压外缸(电)、低压外缸中部(上、下半)三大部分组成,低压内缸位于低压外缸的内部。各部分缸体内部包含有各级隔板套、各级隔板以及高中压转子、低压转子等,外部则为其它辅助设备。
3 低压缸加工工艺流程
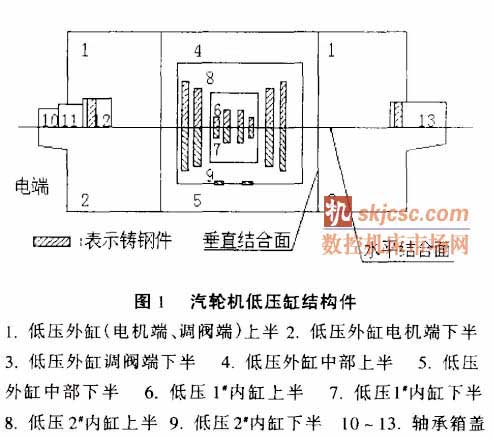
30OMW汽轮机低压缸体分为低压内缸和低压外缸两部分,其主要结构件如图1所示。整个加工方案的确定就从这两部分开始。
3. 1低压内缸加工工艺流程
低压内缸加工工艺流程为:划-镗一大钻一钳-镗-立车一钳。
划:全面划线检查毛坯。
镗:水平结合面成品,销孔成品,其它孔跑坐标铣窝。
大钻:钻水平结合面上所有把合孔成品。
钳:低压内缸上下半把合。
镗:镗立车用基准。
立车:车各内孔、汽封槽、隔板槽成品。
钳:拆开上下半,打磨、清理。
3.2低压外缸加工工艺流程
低压外缸加工工艺流程:划一镗一大钻一钳一镗一钳一大钻一钳。
划:全面划线检查毛坯。
镗:水平结合面成品,销孔成品,其它孔跑坐标铣窝。
大钻:钻水平结合面上所有把合孔成品。
钳:低压外缸上下半把合。
镗:垂直结合面成品,销孔成品,其它孔跑坐标铣窝。
钳:拆开低压外缸上下半。
大钻:钻垂直结合面上所有把合孔成品。
钳:打磨、清理。
4 加工工艺分析
(l)在加工过程中,所有把合孔均采取数控020撞按坐标铣窝,然后由中010mm大钻钻孔和攻丝,其中包括MgOx3的大直径螺纹。该规格的螺纹孔,以往从未在钻床上加工过,这次为了能在钻床上加工出这种规格的螺纹孔,先后经过多次试料加工,证明该方案可行。采用这种工艺流程后,不但提高了数控机床的利用率,而且缩短了制造周期。
(2)根据哈汽经验,低压1#、2#内缸把合后,垂直法兰端面必定会出现错位现象,这样车床的定位和找正很困难。因此,在立车工序前增加了加工定位和找正用基准的工序,即低压1#、2#内缸把合后,整体粗加工垂直法兰端面,并在内孔加工一个找正带,这样能更好地保证图纸上的各项技术要求,同时也缩短了立车定位和找正的时间。
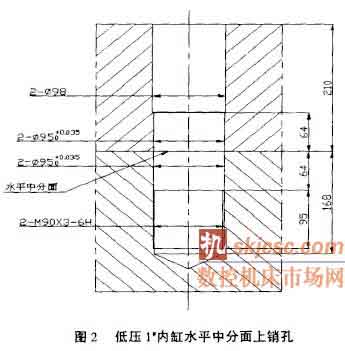
(3)低压外缸和低压内缸中的各定位销孔。传统的加工方法是相配合的各零件把合后配钻铰。由于各缸体体积较大,不仅难以保证各销孔的加工精度,而且销孔底部带有螺纹,同时还要求螺纹部分与精制孔部分必须同心见(图2),因此,加工有一定的困难。此次对销孔采取两半单独在数控200撞上加工的新工艺,全部由数控机床来保证各销孔的位置精度和尺寸公差。实践证明,采用该方法可以满足图纸各项技术要求,各销孔的尺寸公差仅0.02-0. O4mm, 实际的把合情况十分顺利,这样不仅缩短了加工周期,而且很好地保证了销孔的位置和尺寸公差,这对于以后类似产品的加工具有很高的参考价值。
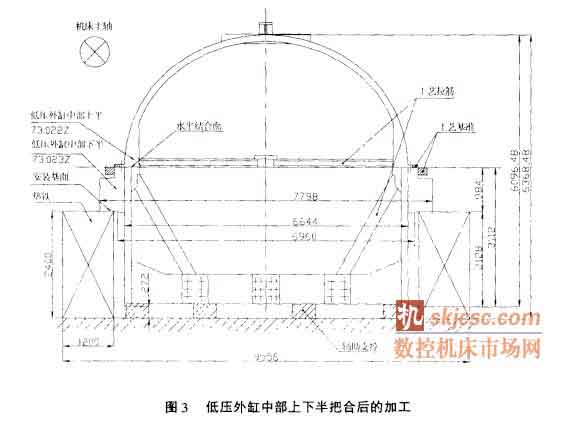
(4)低压缸体各结合面的表面精度要求非常高,粗糙度要求达到![]() 平面度达到0.50mm。低压外缸由于体积大,结构单薄,刚性差,想达到此精度要求是比较困难的。因此,为了防止切削应力造成的结合面变形,在加工各销孔和把合孔前,各结合面应留0.2一0.3mm的精加工留量,并且在粗加工后进行时效处理,彻底释放切削应力。同时采取增加工艺拉筋和各种辅助支撑以及使用切削液的方法来控制变形量。低压外缸中部上、下半把合后的加工,如图3所示。
平面度达到0.50mm。低压外缸由于体积大,结构单薄,刚性差,想达到此精度要求是比较困难的。因此,为了防止切削应力造成的结合面变形,在加工各销孔和把合孔前,各结合面应留0.2一0.3mm的精加工留量,并且在粗加工后进行时效处理,彻底释放切削应力。同时采取增加工艺拉筋和各种辅助支撑以及使用切削液的方法来控制变形量。低压外缸中部上、下半把合后的加工,如图3所示。
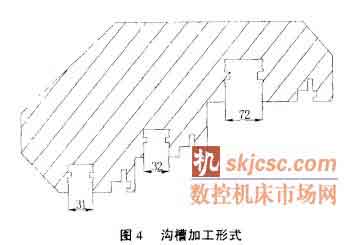
(5)低压(1#、2#)内缸中有许多沟槽(隔板槽和汽封槽)。为了保证图纸的各种技术要求,原计划使用数控差补的方法在数控中020铿铣床上加工。但考虑到加工周期和效率的原因,将这些沟槽的加工工艺改在63m立车上进行,沟槽形式如图4所示。
由于没有数控立车,为了提高切削效率和加工质量,我公司与山特维克公司进行合作,设计、制造了一系列的机夹刀具,专门用于汽轮机低压内缸中各隔板槽和汽封槽的加工。
因为在加工中选择了合理的切削参数以及提高样板的设计精度,所以能圆满地完成低压1#、2#内缸的各内孔、沟槽的加工,赢得了用户的信任。
(6)由于各个缸体的水平和垂直结合面的粗糙度按图纸要求为R1.6,除了在工艺方面采取上述措施外,还要从刀具的选择和切削参数的选择方面来进一步提高结合面的表面精度。粗加工时采用国产重型刀盘,加大切深和转速,以提高加工效率;精加工时采用进口刀盘和刀片(山特维克)进行单刃修光的切削方法。进口刀盘直径为中3巧mm;主轴转速为250一300转/分;刀片切削速度可以达30Om/min,这样既能够满足粗糙度要求,又大大地提高了加工效率。
(7)汽轮机低压外缸的加工必须以支撑面定位(见图3)。由于最初设计制造的焊接式垫铁,在实际使用时其刚性较差,不能满足低压外缸主要结合面间的各种形位公差。因此,又重新设计制造了铸铁式垫铁,虽然增加了成本,但能确保图纸的各项技术要求。
5结束语
通过对汽轮机的加工制造,尤其是对低压缸的加工工艺分析, 将进一步提高我公司在加工、装配精密零部件及工装、胎具的设计制造等各方面的技术水平。特别是大直径螺纹孔的钻铰和销孔的加工等先进加工工艺,对今后制造汽轮机零部件起到借鉴和指导作用。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








