
叶片是汽轮机的重要核心部件之一,在汽轮机制造中,调节级动叶片和末级动级动叶片往往具有较为复杂的结构,代表着汽轮机动叶片的设计和制造水平,极大的影响着汽轮机的效率,有着特殊重要的地位。因此,研究D600B-201001A高压第1级动叶片加工工艺,分析该级叶片的加工难点和重点,根据现有的加工条件和技术手段:选择合理的加工工艺基准;确定合理的工艺流程和加工方法;设计合理可靠适用的工艺装备;研究设计严密可靠的测量方法;加工出合格的该级动叶片。这对满足工厂的需要,全面实现600MW汽轮机叶片国产化,降低成本,提高效益,提升叶片加工技术水平具有十分重要的意义。
1 600MW调节级动叶片结构特点
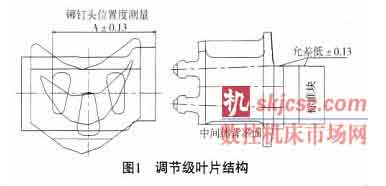
D600B-201001A高压第1级动叶片(调节级动叶片)如图1。其结构型式为:侧装双联T型叶根自带冠三铆钉头结构动叶片。结构复杂,加工难度大。叶根的几何精度、叶冠的几何精度、铆钉头的几何精度、汽道的几何精度、叶根间的相对位置精度、叶根与汽道的位置精度、叶根与叶冠的位置精度、叶根与铆钉头的位置精度、铆钉头间的相对位置精度都有十分高的要求。
2 加工难点及工艺方法
2.1基准面的选择
如前所述,D600B-201001A级动叶片结构十分复杂,叶片各部间相对位置精度要求高。因此, 尽可能地采用设计基准作加工基准、测量基准,尽可能地在不同的工序中用同一基准进行加工和测量,使该基准既能用于叶根的加工又能用于径向面的加工以及叶冠的加工、型线的加工和铆钉头的加工。这对于保证叶片各部的相对位置,满足设计和装配的要求是十分重要的。
D600B-201001A级动叶片叶根进出汽侧和叶冠进出汽侧为两两相互平行的平面。叶根中间体背平面平行于1#辐射线(汽道中心线)且与叶根进出汽侧垂直与叶根中间槽平行;并且该平面可最大限度地作为不同工序的加工测量基准,使工装设计相对间单,基准转换可靠方便。因此基准面的确定:以叶根端面、叶根出汽侧(叶冠出汽侧与叶根出汽侧台阶留待叶片各部加工完后最后加工)、叶根中间体背平面三面构成的直角坐标系,作为该叶片加工各工序的主要定位、测量基准。叶片加工是多工序加工,在加工过程中不可避免的存在着基准转换,如汽道加工其基准为叶根中间槽和叶顶中心孔,叶顶中心孔与叶根出汽侧。
2.2叶根加工
D600B-201001A高压第1级动叶片叶根型式为侧装双联T型。该叶根与过去加工过的T型叶根结构完全不同,不仅几何精度要求高,且叶根脖子为锥面。两叶根中心线分别过2#辐射线和3#辐射线,对称于1#辐射线并呈4°5′27″的夹角,两叶根间的相对位置精度要求也很高,见图2。若采用普通机床用成型铣刀加工,则需由铣叶根背弧侧、铣叶根中间槽、铣叶根内弧侧3个工位3次装夹定位完成,难免存在重复装夹带来的定位误差,难以保证叶根的尺寸精度和位置精度。如在数控加工中心上采用成型铣刀加工叶根型线,则可一次装夹定位加工出整个叶根型线。用成型铣刀的精度、机床的精度及数控程序来保证叶根的几何精度及叶根间的相对位置精度。

2.2.1叶根的测量
叶根加工前切试样并作投影检验,试样合格说明刀具合格,程序正确,可以进行叶片加工。加工出的叶片用卡板和全型塞规检验叶根各部的几何精度及叶根间的相对位置精度,用标准块检验叶根与中间体的相对位置精度。叶根各部量具见图3。

全型塞规检验叶根中间槽的尺寸精度及与叶根定位销孔的相对位置,卡板1检验2#与3#辐射线的相对位置即两叶根间的相对位置,卡板2、3检验叶根定位销孔的尺寸精度及与叶根的相对位置。为了确保叶根加工的正确性,加工完叶根的叶片须在模拟装配量具上进行试装。
2.2.2叶根铣刀的设计
叶根铣刀的设计为成型铣刀,即铣刀的廓型与叶根的廓型完全相同,并按叶根的最小实体设计,以保证铣刀有一定的耐用度。叶根槽廓型分为叶根定位销孔廓型两把刀和叶根端面凸半圆一把刀。
最初刀具材料为钴高速钢,牌号M42。经过叶根加工切削工艺试验我们发现:由于叶根槽的公差带很窄,仅为±0.05mm,而加工的长度又很长(134mm),刀具的磨损非常利害,且叶根二侧面一侧为顺铣另一侧为逆铣,加工表面质量较差,刀具可重磨次数少,寿命低。后经将刀具材料改为硬质合金,加工表面质量、刀具寿命得到了大大的改善。
2.2.3叶根的数控加工方法
叶根的加工分为三大步,把铣叶根夹具安装在机床工作台上,并依靠机床工作台定位孔和夹具定位孔使夹具定位孔中心重合在机床工作台的回转中心上,并使夹具背平面定位块平行于机床主轴夹紧固定。首先加工叶根中间槽,并保证中间槽背平面侧到背平面的相对位置;然后机床工作台旋转4°′527″,加工叶根内弧侧;再把机床工作台旋转到-4°′527″加工叶根背弧侧。加工时要充分注意机床工作台旋转的角度变化,刀具长度的补偿,机床横向的补偿。叶根的加工粗铣给半精铣单面留0.5余量,半精铣给精铣单面留0.2余量。
调节级动叶片叶根加工共分粗铣叶根廓型、粗铣叶根凸半圆廓型、精铣叶根廓型、精铣叶根凸半圆廓型、铣叶根定位孔、铣叶根端面凹槽、铣叶根端面七个工步完成。
2.3型面的加工
尽管D600B201001A级叶片汽道为直叶型,但汽道与叶根汽道与叶冠的转接处为圆柱面,尤其是汽道与叶冠的转接处圆柱面呈内凹,采用四座标机床近似加工然后手工修磨难以保证加工精度,而该级叶片的型面质量的好坏又极大地影响着机组的效率。因此需用五座标数控机床来完成该处加工。
2.3.1型面的测量
型线测量采用日立标准:即首件经三座标检验合格,工序中按1/10三座标抽检,其于采用型线样板检验,并按标准测量P,Q,E,Wr,Dmax等值。型线测量如图4。

2.4叶冠及铆钉头加工
D600B-201001A级动叶片叶冠外端为两斜面内切一圆柱面,两斜面分别垂直于2#与3#辐射线,并有3个线铆钉头,见图5。

通过方案比较,确定采用数控加工方案,把整个叶冠型线和铆钉头型线加工完成,取得了令人满意的效果。
叶冠按以下加工路线进行:来料→粗加工端面→粗加工圆弧面→去台阶面余量→去铆钉头余量→粗加工台阶面→粗加工圆弧面→粗加工铆钉头轮廓→精加工台阶面→精加工圆弧面→精加工铆钉头型线→精加工铆钉头圆角。
2.4.1铣叶冠夹具的设计
铣叶冠及铆钉头的夹具如图6。
调节级动叶片叶冠及铆钉头加工采用背平面、出汽侧、叶根端面为定位基准,铣叶根夹具要保证3个定位面到机床工作台定位孔的精度。
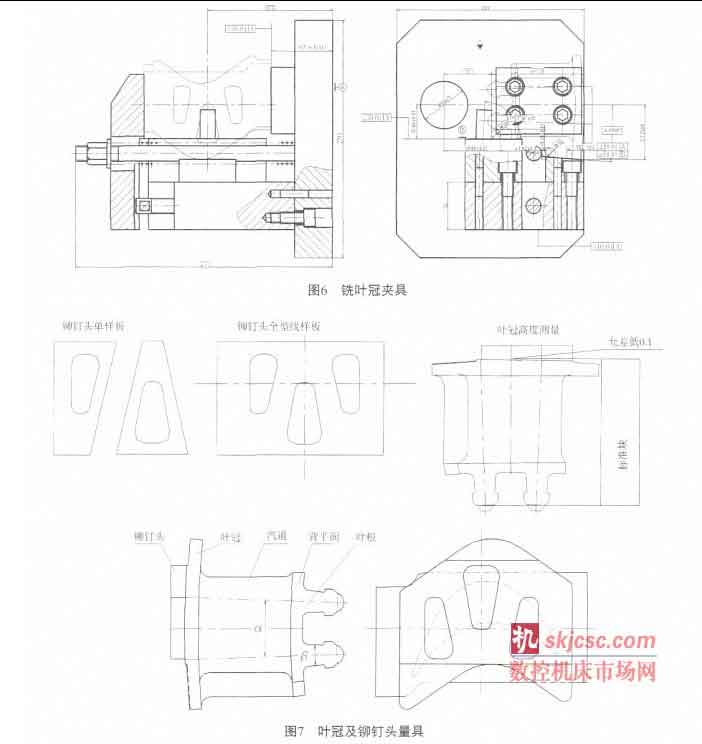
2.4.2铆钉头的测量
铆钉头的测量采用:①铆钉头位置度标准块测量铆钉头相对于叶根中心线弧深方向的位置;②尺寸A测量铆钉头相对于叶根中心线在进出汽侧方向的位置;③叶冠高度标准块测量叶冠在汽道高度方向的位置;④铆钉头全型线样板测量铆钉头间的相对位置;⑤铆钉头单型线样板测量铆钉头的轮廓尺寸。
铆钉头测量的量具如图7。
3工艺流程
600MW调节级动叶片加工工艺流程如下:
来料→铣六方→铣中间体背平面→铣叶冠及汽道背弧进出汽侧余量→叶根去余量→铣叶根型线及叶顶中心孔→铣叶冠背弧型线→叶冠内弧及汽道内弧去余量→铣内径向→铆钉头去余量→铣叶冠内弧型线→铣汽道型线→铣准长度→铆钉头中间槽去余量→铣叶冠及铆钉头型线→铣叶冠两侧面→钳修各部→抛光汽道→完工检验→磁粉探伤→材质检验→入库。
在加工过程中,由于两侧面、内平面、中间体背平面、中心孔是叶片各部及各工序的加工定位基准和测量基准,因此要严格控制工艺上所注尺寸公差和形位公差。对叶根加工、型面加工、叶冠加工等重要工序要有尺寸记录卡,并按照工艺要求100%进行检验。
4结语
经过叶根试加工工艺试验和叶冠及铆钉头试加工工艺试验,在工艺试验完成和程序优化的基础上,按照上述工艺方法,现已加工出9台份600MW调节级动叶片,替代了进口叶片,并且该工艺方法已应用于其它同类叶片的加工。
加工和装配的结果达到了图纸的要求,表明该工艺流程、工艺方法的设计合理、加工程序设计正确、测量方式严密。能保证质量,满足加工的需要。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








