
汽轮机是将蒸汽能量转换为机械功的旋转式动力机械,又称蒸汽透平机械。主要作为发电设备的原动机,也可直接驱动各种泵、风机、压缩机和船舶螺旋桨等。还可以利用汽轮机排汽或中间抽汽作用满足生产和生活的供热需要。利用蒸汽热能在蒸汽轮机内绝热膨胀后通过汽轮机动叶片推动转子,将机械能转化为电能。随着CAD/CAM技术的广泛应用,显著提高了汽轮机叶片的设计和制造水平,缩短了研制和生产周期,大大降低了制造成本,推动了汽轮机技术的不断进步。作者从传统的叶片加工工艺路线中总结经验,进行大胆创新,经过长期论证,形成集成数控加工工艺路线方案。
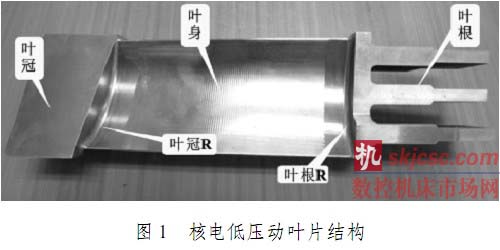
叶片毛坯主要形式有:方钢、模锻、精锻、精铸等类型。叶片毛坯选用原则主要根据汽道长度进行,小于200mm,一般选择方钢;汽道长度大于200mm而小于450mm时,一般选择模锻和精铸毛坯;汽道长度大于450mm时,一般选择精锻毛坯。精铸叶片夹沙严重,气孔间隙多。经统计,精铸毛坯的批量合格率常常低于50%。而模锻叶片则具有金属流线连续、综合机械性能好、加工余量小、生产周期短等优点。核电低压各级动叶片的汽道长度均在200mm以上。根据需要低压动叶片毛坯形式采用模锻方式。毛坯材质选用1Cr12Ni2W1No1V。核电低压动叶片主要由叶根、叶身、叶冠三部分组成,结构如图1所示。
1技术分析及集成加工工艺设计
叶身表面主要由三维自由曲面构成,叶身部位则由变截面组成。叶根是叶片与转子相连接部分,其结构保证在正常运行条件下叶片能牢靠地固定在转子上。根据叶根型线形状的不同,叶根可分为纵树型、菌型、T型和叉型。叶身以上部分称之为叶冠,叶片的组成方式不同,叶冠的结构也各不相同。动叶片技术要求和常规叶片一样,包括尺寸、形状、位置、表面粗糙度等几何参数和机械、物理、化学性能的技术要求。其加工性能主要取决于工艺方案,也受到毛坯和材料的影响。其精度要求主要集中在叶身表面、叶根和叶冠装配部位叶根表面不允许有横向加工轨迹。叶身表面加工纹理应统一,且应保证叶片中心轴线与叶根心轴偏移量在0.12mm内。进出气边对气流影响很大,其圆度要求较高。铣削加工时,应考虑铣刀运动空间。夹具应尽可能选择通用或标准夹具。夹具夹紧方向及夹紧力作用点,应保证加工过程中叶片不发生位移、变形和颤动。在叶片三维造型过程中,运用PTC公司的Pro/Engineer5.0作为三维实体造型工具(图2),同时辅助刀具轨迹生成。三维造型时,应先将叶片特征截面离散点数据导入软件,并自动生成曲线后运用实体混合造型方法直接生成叶型实体。表1为集体讨论形成的叶片集成加工工艺路线。
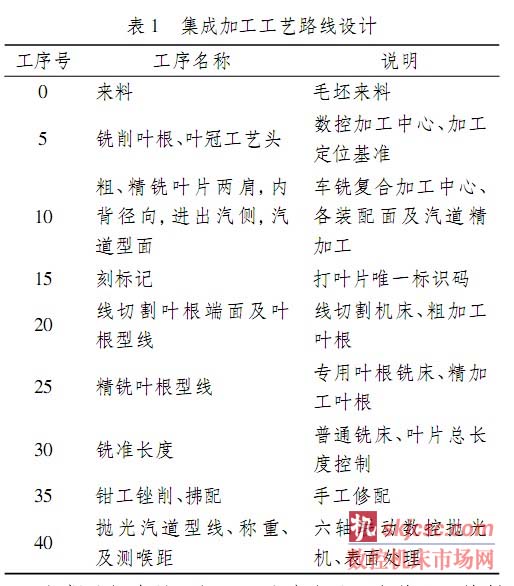
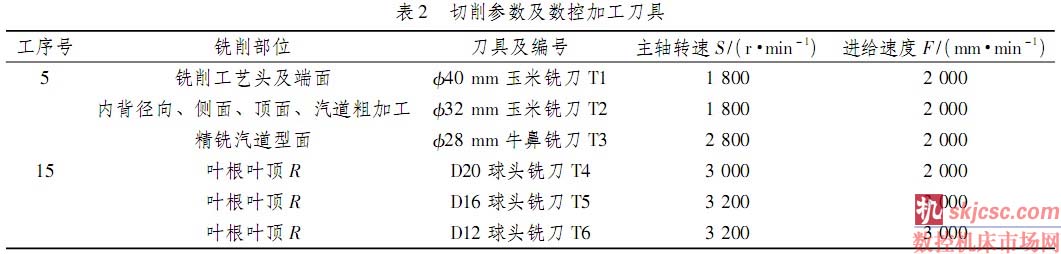
根据毛坯余量、加工工艺路线及设备状况,铣削加工时,选用北京机电研究院生产的四坐加工时,选用北京机电研究院生产的四坐标立式加工中心 VMC1000,在集成加工工序中使用进口五坐标五轴联动机床( 马扎克车铣复合加工中心 C-420) 。切削条件好坏直接影响加工的效率和经济性,以及产品质量的好坏。根据 VMC1000 及 C-420 数控机床的参数、零件结构,合理选择刀具、主轴转速、进给速度见表 2。
2刀具轨迹
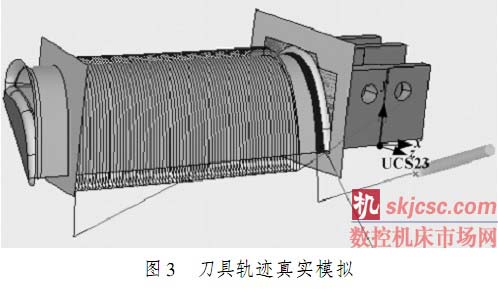
Pro/Engineer支持5轴刀具轨迹生成,在数控程序编制时,选用PTC公司的Pro/Engineer5进行刀具轨迹编制,同时使用其内部集成数控仿型专用软件VERCUT进行仿真运算(图3)。通过干涉检查和刀具轨迹模拟,生成NCL文件,通过自主开发数控机床专用后置处理软件转换形成指定机床的 NC 代码。后通过DNC网络将NC程序代码传至指定数控加工中心进行数控加工。实际加工装夹见图4。

3检测与分析
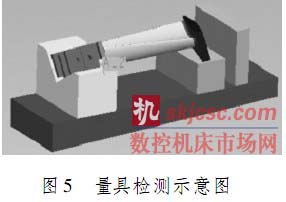
因专用量具检测存在基准和测量误差,检测结果往往与实际情况相悖,造成表面上检测正确的假象。目前三坐标测量机(CMM) 广泛应用于制造业,已经成为3D检测工业标准设备。同时,三坐标检测不依赖3D模型,速度快、精度高。因此,推行使用三坐标检测,并对具体数据进行统计分析,便于调整叶片的总节距和控制叶片质量。分别对采用传统加工工艺路线和集成加工工艺路线加工的叶片进行抽样检测。量具检测示意图见图5,其结果对比见表3。

从表3可知,采用集成加工后,叶片的质量显著提高;但部分工艺尺寸仍不能被有效控制。认真分析加工工艺、三维模型、刀具轨迹、装夹方法、测量方法和加工过程,对三维模型和刀具轨迹进行数次三维仿真、干涉检查后,可知误差主要原因是装夹方式和压紧力不一致。不同的操作人员操作方式与习惯不尽相同,用力不一致而造成的。在后面加工中,对夹具进行调整,使用测力扳手代替纯手工用力方式。在随后的产品中,基本消除了这些误差,达到一次性交检,所有工艺尺寸全部合格。
4 结论
(1)对多坐标数控加工特点进行分析,根据数控机床加工特点得到核电汽轮机低压动叶片集成加工工艺,叶片加工质量显著提高。
(2)机械加工时,通过对切削模型分析,得到叶片走刀轨迹,减少因刀具变形导致的叶片过切,从而达到优化刀具切削状态及加工状况的目的。
(3)从传统的工艺路线总结形成集成加工工艺方案,该研究方案具有一定的工程应用价值。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








