
在大型汽轮机组中,动、导叶片属于重要且关键的零部件,因为动、导叶片级别多、数量大,而自带冠导叶片作为围带和汽道的整体形式,通过有限元方法、动态特性分析以及相关的试验研究表明,在汽轮机运行时有着很好的机械性能;并且采用扭曲梁单元模型,推导了阻尼围带的刚度和阻尼矩阵,建立了阻尼围带长叶片振动分析模型,在分析阻尼围带叶片整圈节径振动时,采用了波传递方法进行降阶,以提高计算效率。360mm阻尼围带叶片的分析结果与实验数据吻合良好,因此被广泛使用在导叶片的设计当中。
因为具有良好的经济性和相对较短的生产周期,近年来首先用熔模铸造生产毛坯,然后再用机械加工生产成品的工艺方法被越来越多地采用。
1 原加工工艺过程
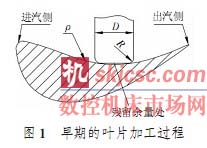
原来使用三轴联动数控铣熔模铸造的自带冠导叶片内弧的时,为了装夹简单、拆卸方便,将自带冠导叶片水平摆放,内弧正面朝上,R立铣刀沿叶片进出汽侧方向往复行进对内弧进行切削加工。当R立铣刀走到叶片最低点时,由于铣刀直径D大于叶片内弧的曲率半径ρ,因此,最低点处总是铣不着剩余部分残留量,并且长时间的加工不但容易损坏机床主轴的滚珠丝杠,R立铣刀的磨损也相当严重,而且还给下序的半精加工带来很大麻烦(如图1)。
2 优化加工工艺后的生产应用
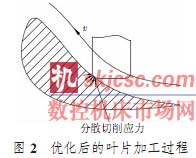
为了进一步优化加工内弧的工艺方案,以提高质量和生产效率,我们采用了转角的方法,将自带冠导叶片旋转至出汽边冲下,进汽边朝上让R立铣刀从出汽侧行进到进汽侧,形成一个爬坡的趋势让R立铣刀切削叶片内弧。通过这样转角可有效地避免叶片内弧在加工过程中的剩余残留量,并且在切削过程当中R立铣刀的R角部分充分接触叶片切削余量,使得R角切削应力分散,切削刃磨损均匀(如图2)。
还根据立铣刀刀齿渐进磨损过程中主轴电机功率信号的变化特点,分析了主轴电机功率与刀齿后刀面磨损带面积(AVB)间模型 的时域统计特性,提取了反映刀具磨损状态的时域统计特征参数。
为提高加工精度,对立铣刀的应力场进行了有限元分析。通过铣削力试验,对不同切削参数下立铣刀的铣削力进行动态采集,利用UG中的建模模块进行立铣刀实体建模,根据切削力实验结果给出了边界条件,在立铣刀有限元模型上进行加载,利用UG有限元分析模块,获得了立铣刀切削过程中切入、切出的瞬时应力场云图,显示了切削中铣刀应力场的变化规律,这就为优化工艺提供了很好的理论依据。
3 转角后建立的数学模型
自带冠导叶片按照径向角的不同大致可以分为3类:内径向面与端面垂直;背径向面与端面垂直;内、背径向面与端面均不垂直。而在实际加工时,背径向面与端面垂直的自带冠导叶片可以沿辐射线方向转角后在背径向侧做相应角度的垫块即可;内、背径向与端面均不垂直的自带冠导叶片考虑到后序加工的方便性,在蜡模模具设计时就沿辐射线进行旋转,使其在加工完端面后达到背径向面与端面垂直,然后再用上述办法进行加工。本文重点介绍内径向面与端面垂直的自带冠导叶片的加工方法。
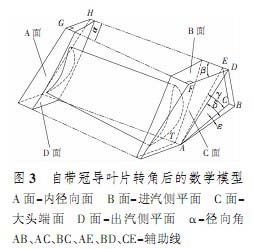
因为内径向面和两端面垂直(如图3),因此∠HGF=90°和∠DFG=90°,且α+β=90°。为了便于加工,将叶片以A点为基准点,以竖直方向为旋转轴沿顺时针方向水平旋转α,使DH与机床X轴平行;然后再以A点为基点,以AT为旋转轴沿顺时针方向水平旋转一个角度,以平面ABC为水平面平行于机床工作台平面,此时自带冠导叶片内弧形成图3所示的加工状态。δ为大头端面ADF与水平面ABC所在的角,而γ即为背径向面(即面ADH)和水平面ABC所形成的二面角。
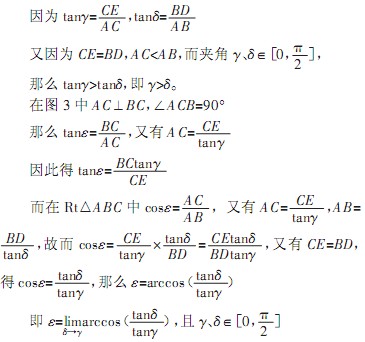
那么,当δ=γ时,ε=0°,即为背径向面垂直于两端面的自带冠导叶片;
当δ∝γ,且δ≠γ时,ε趋近于0°但不等于0°,此种情况即为我们所重点探讨的内径向垂直于两端面的自带冠导叶片。
因为在自带冠导叶片的设计当中一般α<8°,在以A点为基点,以AT为旋转轴沿顺时针方向水平旋转的角度就很小。因此在实际生产当中往往就忽视了这两个角度的关系,或者以为γ=δ,从而产生一定误差,加工出来的叶片就会在出汽侧加工不到位而进汽侧总是过切,并且找不到具体原因,进而导致内径向面与两头端面垂直的自带冠导叶片加工的不合格。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








