
1 引言
汽车发动机缸盖的主要加工部位气门导管是发动机中关键的零部件,而导管孔的加工刀具一直是发动机加工中比较难解决的问题。导管的材质一般为粉末冶金、铸铁等难加工材料,作为汽车发动机关键零部件,缸盖气门导管孔的加工精度要求很高。
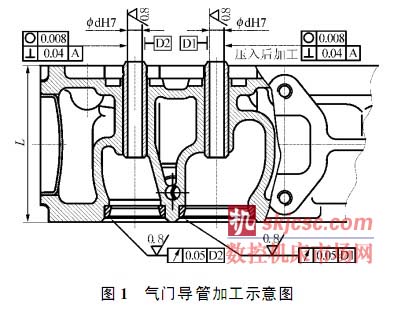
如图1所示,缸盖座圈锥面与导管孔这一组孔系的精度要求为:导管孔的孔径精度为H6-H7,粗糙度为Ra0.8um左右,座圈锥面对于导管孔跳动0.02-0.06mm。
目前,大部分发动机厂家采用合金铰刀或者合金涂层铰刀加工,而这些刀具在加工中磨损很快,一般加工几十件后就需要换刀,严重影响发动机加工的生产节拍,因此迫切需要一种能解决导管孔加工难题的刀具。
郑州市钻石精密制造有限公司(简称郑钻)在试制优化切削参数等系列过程后,研制的汽车发动机气门导管孔铰刀采用PCD材质替代PCBN材质,颠覆了业界PCD材料不能加工黑色金属的传统理念,最终解决了发动机中导管孔加工的难题。
2 PCD刀具和PCBN刀具比较
PCD刀具具有硬度高、抗压强度高、导热性及耐磨性好等特性,可在高速切削中获得很高的加工精度和加工效率。这些特性是由金刚石晶体状态决定的。金刚石是单一碳原子的结晶体,独特的晶体结构使其具有自然界最高的硬度、刚性、折射率、导热系数以及极高的抗磨损性、抗腐蚀性及化学稳定性。图2为部分刀片、铰刀产品。

由于CBN晶体与金刚石晶体都属闪锌矿型,且晶格常数相近,化学键类型相同,PCBN刀具具有较高的硬度和耐磨性、较高的热稳定性和高温硬度、较高的化学稳定性、良好的导热性和较低的摩擦系数。
PCBN刀具与PCD刀具的硬度和抗压强度相近,但PCBN刀具有比PCD刀具更高的热稳定性和化学惰性。
3分析导管材质及加工精度,选择加工刀具
导管的材质一般为铸铁或者粉末冶金,属于黑色金属难加工材料,具体参数见表1。

按照传统理论,PCBN更适合加工黑色金属,也就是说更适合发动机导管的加工。但是,PCBN不适合加工硬度低的工件,而且如果要发挥其热稳定性和红硬性的优点就必须选择较高的线速度。由于导管孔的内径很小(一般在4.5-12之间),无法选择适合PCBN切削的线速度,也就无法发挥其红硬性和热稳定的优点,反而磨损非常快,不适合加工导管材料。
PCD刀具的金刚石材料化学成分是碳,与铁系有亲和力。切削过程中,金刚石的导热性优越,散热快,只要注意切削热不高于700,就不会发生石墨化现象。也就是说,只要在加工过程中控制好PCD刀具的切削温度就可以加工导管孔,并且适合加工硬度较低的工件,对线速度也没有苛刻的要求。
4 设计适合导管加工的PCD铰刀
在设计刀具时要考虑刀头材质、刀体材质、切削刃为圆弧刃还是直线刃、刀具的几何角度、前角、后角以及切削参数等因素。图3为铰刀结构示意图,图4为不同型式铰刀实物图。

(1)刀头材质粒度的选择
PCD材料粒度对刀具抗磨损、抗破损性能影响明显。粒度大,磨损小;粒度小,磨损大。为了降低磨损率,一般选择较大的PCD粒度,导管孔粗糙度要求为Ra0.8-1.6,最终选择粒度为15-25范围。考虑到导管孔径小,切削刃采用单刃。
(2)刀体材质的选择
导管孔属于长径比较大的小孔加工,刀杆必须有很好的强度和一定的韧性,因此选择硬质合金作为基体材料。刀具在加工中要求散热性好,因而选择螺旋内冷方式,以确保散热快、温度均匀。为保证刀具的直线度要求,硬质合金基体采用导向方式。
(3)圆弧刃和直线刃的选择
PCD刀具在切削时的材料去除量极小(一般在微米级以下),切削时刀尖部分与工件相互作用,此时刀具切削部分是指实际参加切削的刀尖几何形状部分。目前一般做成直线切削刃和圆弧r切削刃两种形式。直线刃刀具难以加工出超精密表面,圆弧切削刃加工表面质量好,但刃磨比较麻烦。基于表面质量和加工精度的考虑,选择圆弧刃方式。
(4)刀具几何角度的选择
刀具的几何角度也影响着刀具寿命。导管材料属于难加工材料,根据其成份,设计时选择前角为3-6度,后角为10-15度。
(5)切削速度的选择切削线速度计算公式为
![]()
切削速度是影响PCD刀具磨损的主要因素,随着切削速度的提高,刀具磨损加快。加工导管的刀具线速度选择如表2所示。

刀具制作后给多家发动机厂试用,试用效果很好,加工效率大幅度提高,并且减少了换刀次数,保证了加工工件的稳定性。
5 结语
郑钻公司设计的加工导管孔高精密超硬刀具参数见表3。

试验结果表明,该PCD(聚晶金刚石)铰刀刀具是更适合加工汽车发动机导管孔的刀具,解决了发动机中导管孔加工的难题,可发挥PCD铰刀加工精度高、切削力小、寿命长、减少热变形等一系列优势。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








