
神龙汽车有限公司襄樊工厂(湖北441004)发动机的缸体、缸盖、曲轴、凸轮轴、连杆等是汽车发动机最主要的核心零部件,在各发动机主机厂中自制率比较高。随着发动机技术进步不断加快,这五大件制造技术也有了长足的进步,本文试就以上几个零件制造技术发展和应用的情况,分别做一简述。
一、连杆
连杆的制造材料传统上采用中碳钢和中碳合金结构钢,锻造成形。目前,连杆开始大量应用高碳钢、可锻铸铁、球墨铸铁、粉末锻造和低碳合金钢(用于渗碳连杆)等新材料。而应用最广泛的是高碳钢和粉末锻造两种。
1.高碳钢
高碳钢连杆锻造后直接空冷就可得到所需要的性能,省去了调质热处理工序。
2.粉末锻造
粉末锻造是由粉末冶金与锻造相结合形成的一种新材料技术和新型金属成形工艺,粉末锻造通常是指将粉末烧结的预成形坯经加热后,在闭式模中锻造成零件的成形工艺方法。
3.涨断工艺应用
粉末锻造连杆产业快速成长的关键因素在于涨断工艺的应用。粉末冶金连杆由于配粉时的精确称量及采用闭式模锻技术,零件重量误差很小,尺寸公差可控制在普通连杆的1/5以内。连杆的整体质量减轻10%以上,材料可节约40%,机加工工序减少47%,能源消耗可节约50%,零件生产成本可降低10%。
涨断工艺连杆毛坯和传统工艺毛坯的区别(见图1),前者大头孔为圆形,后者为椭圆形。

涨断技术在连杆加工发展史上具有划时代的意义。由于结合面的特殊形状,使连杆盖定位准确,保证了连杆在使用过程中的精度;连杆不需要采用高精度的定位螺栓,普通螺栓就能满足性能要求,并省去了螺母,因此降低了连杆零件的总成本;连杆毛坯的大头孔为圆形,降低了毛坯金属材料的消耗和模具费用,简化了连杆大头孔的粗加工;省去了切断及结合面的加工,节省了大量刀具和模具费用;减少了设备操作人员。据计算,采用涨断工艺后可以减少设备投资达25%以上,减少设备占地面积达30%以上,节约能耗40%以上,节约刀具费用35%以上。
连杆涨断也在技术上带来新的问题,如连杆分离面断开之后,在分离面上有些金属粉粒未脱落,需要先吹净分离面才装配连杆与连杆盖,装配完毕再松开并第二次吹净其分离面,然后再装配连杆与连杆盖。所以,采用涨断工艺后的连杆装配工艺比传统工艺要复杂。
目前,连杆涨断加工工艺在国内已被广泛使用。上海大众、一汽大众、华晨和奇瑞等厂家均采用此种连杆工艺,一些专业的连杆制造厂家也开始采用此工艺。国内装备制造厂家已制造出相关的专用设备。
二、凸轮轴
1.凸轮轴的材料
凸轮轴目前常用的材料有球墨铸铁、中碳钢、合金铸铁及冷激铸铁等。
2.凸轮轴装配工艺
为了避免铸铁冷激工艺的不足,有些厂家在凸轮表面的强化上采用了"氩弧重熔淬火"技术,利用电弧束,对灰铸铁凸轮轴工作表面进行硬化,此工艺生产的凸轮轴耐磨性和热稳定性好,生产合格率高,淬火前加工性好。工艺过程包含清洗、整体预热、局部重熔淬火和整体冷却4个工步。
凸轮轴装配工艺方法主要有:
(1)热套法常温下,外部零件的孔和内部钢管的外径之间有过盈,装配之前先对外部零件(凸轮、轴套)进行加热,对内部钢管进行冷却。这种工艺方法在短暂时间内完成联接过程,在轴向尺寸和角度位置方面都有很高精度。
(2)管内滚压扩张法利用滑动滚压原理使得薄壁钢管在带孔的外部零件中发生局部的扩张。可以利用带有滚压过盈量,穿过内管的滚压工具,使内管发生塑性扩张。上海通用发动机装配式凸轮轴就采用钢球在钢管内部扩张方式。
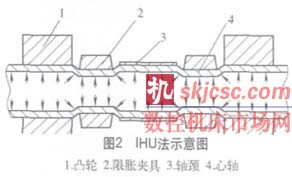
(3)内部高压成形法(IHU见图2)已经淬硬的凸轮圈与利用内部的高压力,使钢管变形形成轴向联接。通过在凸轮旁将钢管材料往外压出0.1mm左右而达到凸轮的轴向定位。
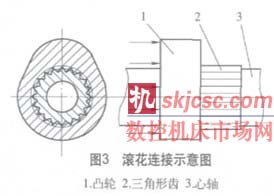
(4)滚花连接(见图3)也属于过盈装配。区别在于连接耦合面之一以滚花成形面代替原来的圆柱面,即装配前轴体表面连接处被预制成类似花键形状,在压入过程中由于加工硬化现象,轴体上滚挤出的三角形齿类似于冷挤压过程的冲头,凸轮压入轴中时三角形齿与凸轮内壁发生塑性和切削变形,使得三角形齿镶嵌在凸轮中,从而达到牢靠连接的目的。
3.装配式凸轮轴制造工艺特点
谈到凸轮轴必须提到的一个具有革命性的新技术就是装配式凸轮轴。它与传统整体式凸轮轴相比,具有质量轻、加工成本低、材料利用合理等优点。
装配式凸轮轴是将凸轮、空心轴体和支撑轴颈等分别进行材料优化匹配,分体精密加工,再以某种连接方式装配而成。凸轮一般采用碳钢或粉末烧结材料,轴体则采用中空无缝钢管,碳钢凸轮经冷、温精密锻造成形,并进行高频淬火或渗碳处理,凸轮也可由粉末烧结材料通过精密烧结成形技术烧结成形。装配式凸轮轴的制造工艺特点有以下几个方面:
(1)省略了毛坯件粗加工,工艺流程简单装配式凸轮轴只需要在装配后进行半精加工和精加工。
(2)加工余量小各凸轮采用精铸部件,因而加工余量小,减少了主油道的加工,设备加工单件时间短,产能高,有利于规模化生产。
(3)不同的零件可使用不同的材料装配式凸轮轴可在不同零件上采用不同材料。如凸轮采用粉末冶金或铸钢,凸轮轴采用冷拔钢管。
(4)适应产品多品种柔性化要求通过更换不同的轴颈和磨削不同的凸轮型线即可生产出多品种的凸轮轴。生产线只需通过更换安装盒中的轴颈模具和切换磨床程序即可。
与传统的一体式凸轮轴相比,钢质轴体中空装配式凸轮轴可减轻质量25%~46%,凸轮轴是一种不断加速和减速的旋转质量,其加速和减速伴随着能量的消耗,减轻凸轮轴的质量对发动机节能具有重要意义。
三、曲轴
相对来说,曲轴(见图4)的制造技术在近年来发展变化不大。在材料的选用上曲轴主要有锻钢和球墨铸铁两大类。而由于球墨铸铁的切削性能良好,和钢质曲轴一样可以进行各种热处理和表面强化处理来提高曲轴的抗疲劳强度、硬度和耐磨性,更重要的是球墨铸铁曲轴成本只有调质钢曲轴成本的1/3左右,所以球墨铸铁曲轴在国内外得到了越来越广泛应用。目前,欧美的85%以上发动机、日本60%以上的发动机采用球墨铸铁曲轴。

在曲轴的表面强化技术上各厂家采用的技术主要有:
1.表面感应淬火
强化机理:表层材料硬度提高,圆角形成残余压应力。
强化效果:零件弯曲疲劳极限提高幅度,锻钢曲轴在80%以上,球铁曲轴在20%左右。
钢+轴颈及圆角表面感应淬火:是目前承载能力最高的一种曲轴材料工艺组合,为重型及高爆压发动机所广泛采用,但其工艺难度较大(变形、淬硬层均匀性、圆角表面质量等)。
2.氮化
强化机理:表层形成硬化层,圆角产生残余压应力。
强化效果:弯曲疲劳极限提高幅度,锻钢曲轴在30%~60%;球铁曲轴在20%~40%。
氮化属于一种整体表面处理工艺,因其能耗高、效率低、成本高、强化效果有限、对环境造成污染等缺点,将逐步被淘汰。
3.圆角滚压
强化机理:圆角形成大的残余压应力场,表层材料冷作硬化。强化效果:零件弯曲疲劳极限提高幅度,锻钢曲轴在80%以上,球铁曲轴在100%以上。球铁+轴颈表面感应淬火+圆角滚压是目前性价比最高的一种曲轴材料工艺组合,虽然其疲劳强度较同等圆角淬火钢曲轴低15%左右,但它具有成本下降40%~50%、减重8%以上、耐磨性好、减振降噪等优点。
圆角滚压球铁曲轴广泛应用于轻型车和轿车发动机,它在相当程度上可取代锻钢曲轴用于中等增压的柴油机。
四、缸体、缸盖
缸体、缸盖(见图5)作为发动机最核心的零部件,是几乎所有发动机厂家都是必选的自制件项目。
缸体、缸盖的材料和毛坯制造工艺有了很大的发展。
1.缸体、缸盖的材料
灰口铸铁由于其具有缺口敏感性高、机械强度较低等缺点,逐步被抗拉强度、屈服强度、塑性、冲击韧性高,耐磨、减振、工艺性能好的球墨铸铁所替代。但是球墨铸铁也存在铸造工艺性能差,成分控制要求高,流动性较差,收缩较大等缺点。而蠕墨铸铁具有球墨铸铁的强度,又有与灰铸铁相比又有类似的防振、导热能力及铸造性能,在大功率发动机气缸体和柴油机气缸盖上应用越来越广泛。
(1)铝合金铝合金是汽车上应用发展最快和最广泛的轻金属,它的优点非常显著:①铝代铁,每采用1kg铝,大约可减轻汽车自重2kg。②工艺性好,铝合金熔点低,可采用先进的金属模型工艺,生产效率高,尺寸精确,表面光洁。③加工余量小,铝合金的切削速度也可为铁的几倍,机加工的综合成本低。
(2)镁合金而在最近镁合金由又异军突起,成为高档发动机的重要选材之一,它的突出优势是:①比强度和比刚度高优于钢和铝合金,远大于工程塑料。②具有耐高温、抗腐蚀和抗蠕变性能。③它比铝轻1/3,比钢铁轻3/4,比非金属的塑料还轻1/5。④铸造工艺性好。压铸镁合金有可铸造性的突出优势,铸造壁厚可以达到1~1.5mm,拔模斜度1°~2°。
2.缸体、缸盖的铸造方法
传统的有色金属铸造一般采用的方法包括重力铸造,低压铸造和压力铸造发展比较快的新铸造方法主要有消失模技术和半固态成形技术。
(1)消失模技术消失模技术作为一种比较先进的铸造方法,它的技术要点是将与铸件尺寸形状相似的石蜡或泡沫模型粘接组合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振动造形,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件。它的优点是:①铸件精度高。该工艺无需取模、无分型面、无砂芯,因而铸件没有飞边、毛刺和拔模斜度,并减少了由于型芯组合而造成的尺寸误差。铸件表面质量好加工余量小,和传统铸造方法相比,可以减少40%~50%的机械加工量。②设计灵活。可以通过泡沫塑料模片组合铸造出高度复杂的铸件。③无传统铸造中的砂芯。因此不会出现传统砂型铸造中因砂芯尺寸不准或下芯位置不准确造成铸件壁厚不均。④清洁生产。型砂中无化学粘接剂,低温下泡沫塑料对环境无害,旧砂回收率95%以上。
其材料的适用性好与差的顺序大致是灰铸铁-非铁合金-普通碳素钢-球墨铸铁-低碳钢和合金钢。
消失模铸造工艺在发动机上的应用主要是制造铝合金缸盖,从1990年开始通用,菲亚特、宝马等公司相继建成了大规模的消失模铸造生产线,PSA集团也使用消失模技术生产铝缸盖。
(2)半固态成形技术半固态成形技术是由于处于固-液相区间的合金经过连续搅拌后呈现出低的表观粘度,此时在结晶过程中形成的树枝晶被粒状晶代替。这种浆料很容易变形,只要加很小的力就可以充填复杂的型腔,从而开发出一种新的金属成形方法--半固态金属成形。
半固态压铸成形技术的优点主要是废品率的降低;模具寿命延长;表面致密、缺陷少,降低表面处理等后处理费用;可制造普通液态成形不能制造的零件。
目前,此项技术在汽车上机加件的应用主要还是一些尺寸较小的零件,据称本田公司已成功地把"半固态铸造技术"用于其最新的轿车柴油机铝合金缸体的生产。它较同尺寸的常规铸铁缸体减轻了15kg,而刚度却显著增加。
3.缸体曲轴箱轴承座裂解加工
在缸体的制造上还要提到的一个新技术就是"缸体曲轴箱轴承座裂解加工工艺"。它是受连杆涨断工艺的启发,将本体轴承座和轴承盖铸造成一体的缸体,人为地制成裂解槽,然后用特定方法控制裂纹扩展,达到本体轴承座与轴承盖分离。
附表是工艺流程的对比:
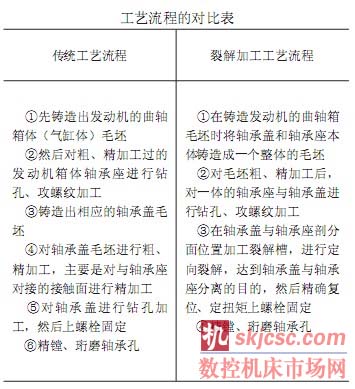
裂解工艺使曲轴箱轴承座由分体加工变为整体加工,省去了缸体与主轴承座结合面的加工等工序,具有加工工序少、节省精加工设备、产品质量高、生产成本低等优点。据德国大众汽车公司计算,就轴承座的裂解加工而言,可以减少设备投资30%,节省量辅具费用40%,节约动能40%。可见裂解工艺的经济效益是明显的。
综上所述,当今发动机机加件的制造技术的技术进步得益于材料、铸造、设备、工艺、检测和电子等多方面的技术发展,呈现跨学科、跨专业、综合性的特点。发动机的零部件的新技术应用,不单单是零件本身材质和加工方法的变革,而且和发动机产品的改进密不可分,同时它也促进了发动机产品的技术进步。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








