
1引言
我厂有二十余年生产汽车发动机缸盖的历史,480QA发动机缸盖是我厂为某发动机厂配套生产的新产品,它的试验成功填补了当时国内市场轻型汽车发动机的一项空白。480QA发动机缸盖主要用于6400系列轻型汽车发动机。它的生产工艺除燃烧室形状为球形面以外,其加工工艺均与其他发动机缸盖大同小异,所以缸盖球形燃烧室的加工工艺,成为这个新产品试制的难题。经过多次讨论、分析、试验,在我厂当时具有的条件下,终于获得了一套较为经济、合理而又相对简单的工艺方案,成功地使用普通机床加工生产出了符合图纸技术要求的合格产品。本文仅就其球型面燃烧室加工的特点进行介绍。
2 发动机缸盖球形燃烧室的技术要求
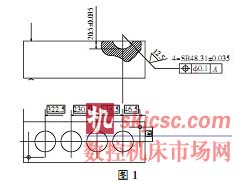
如图1,缸盖材质为ZL107,球形面尺寸为SR48.31±0.035mm,表面粗糙度为Ra12.5,位置度为准0.1mm,燃烧室容积55.5ml,其容积公差不大于2%,同一气缸盖各燃烧室容积差不大于1.5%。
3 球形燃烧室的加工试验
3.1工艺难点
(1)特性面用成型刀加工容易,但我厂没有刀具制造能力,外委刀具设计加工则制造时间较长,难以保证试制周期;
(2)我厂现有设备中仅有普通立铣和万能铣床,没有数控机床。
3.2试验方案
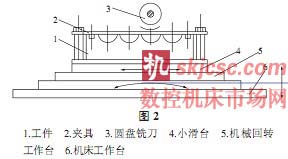
(1)在成型球形刀未加工回厂之前,在万能铣床上加工球形燃烧室。
工艺装备:万能铣床,卧铣刀杆加盘铣刀(准96.62±0.07mm)、专用夹具、机械回转工作台、纵向定位装置、高度定位装置。见图2。
加工工序如下:
工序一:卡紧气缸盖,并使用铣刀盘中心与燃烧室中心吻合;
工序二:升工作台,使刀具进刀深度为21+0.1mm;
工序三:旋转回转工作台,使其转动角度大于180°即加工完一个球形燃烧室;
工序四:降工作台面,让出刀具,移动纵向工作台,使用纵向定位装置,使铣刀盘中心与另一个球形室中心吻合,即可进行下一个燃烧室的加工。
由于旋转回转工作台180°较为麻烦,此方案仅限于小批量试验时加工用。
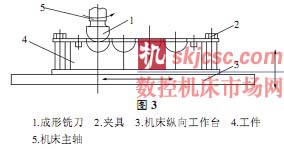
(2)立铣床加立式成型铣刀
工艺装备:立式铣床、立式专用成型铣刀(SR48.31±0.035mm)、专用夹具、纵向定位装置、高度定位装置。见图3。
工序一:夹紧气缸盖,并使立式铣刀旋转中心与球形燃烧室中心相吻合;
工序二:升起工作台。使刀具进刀深度为21+0.1mm;
工序三:降工作台,使刀具退出工件,纵向移动工作台,用纵向定位装置使刀具中心与下一个燃烧室中心吻合,即可开始下一工作循环。
由于立式铣床工艺系统刚性好,又减少了旋转工作台的工序,所以效率较卧式铣床高。
3实验结果
通过检验,燃烧室容积及其误差、位置度、尺寸精度、表面粗糙度均满足图纸技术要求。
4注意事项
对于小批量试验加工,用普通机床加工球形面是完全可行的。但要注意下几点:
(1)提高铸件精度,减少加工余量;
(2)铸件热处理后其抗拉强度、延伸率、硬度应有利于机械加工。对于ZL107,抗拉强度![]() 延伸率δ为2.5%~3.0%;硬度为HB90~100;
延伸率δ为2.5%~3.0%;硬度为HB90~100;
(3)注意冷却液的使用,避免刀具磨损和产生切削瘤;
(4)根据工艺系统的刚性,选择适当的切削用量(切削速度、吃刀深度、进给量),避免刀具产生切削瘤和工艺系统振动。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








