
0引言
近年来,我国机床制造业已经逐渐打破国外企业在汽车制造领域的垄断,如沈阳机床的数控产品已经多次配套于该领域,上海汽车荣威发动机的缸体缸盖自动化生产线就使用了沈阳机床的加工中心产品。但项目多限于粗加工及半精加工领域,如要在精加工领域有所突破,不仅要提高机床本身的制造精度及稳定性,更要熟悉汽车制造领域的关键加工技术。
发动机缸体缸孔、止口孔与缸体三轴孔的精加工难度较大,这些关键工序要求精度偏高,一般的柴油机的缸体缸孔的精度可以达到IT6,主轴孔与缸孔的垂直度为0.0015mm~0.02mm,缸孔的圆柱度范围为0.006mm~0.008mm。轿车发动机多为汽油机,其缸体缸孔的加工精度要求则更高,对稳定性的要求也更高,目前我国大多数的汽车制造企业均是从国外进口数控机床或者专用的精密机床,用来满足这些高精加工的要求。
1发动机止口与缸体缸孔加工技术的发展现状分析
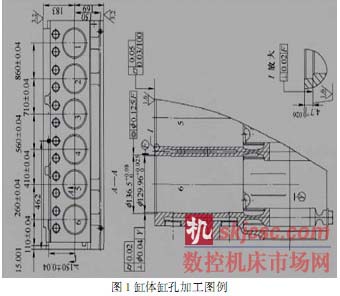
缸体是发动机的关键部件,而发动机作为汽车心脏,在影响汽车性能的各项因素中占有重要的地位。缸体缸孔加工如图1所示,其发动机缸体缸孔深度的误差范围处于0.02mm~0.03mm,这一区间范围在加工中很难保证。目前,国内机床制造企业仅仅可提供进行半精加工的精镗式机床。高刚度精密镗杆技术、精密镗头技术、测检技术、高速高精切削稳定性、刀具补偿技术、参数优化技术、数控驱动技术与机床的高刚度轻量化技术等均是满足精加工要求的关键技术。
精镗头是在加工缸体缸孔与止口时最重要的部件。因为缸孔止口在深度尺寸上精度高,所以在镗头的设计中,加入了轴向定位系统,使镗头具有轴向浮动的功能。因汽油汽车发动机缸体一般为4、6缸或者以上,从体现组合机床的高效特性为出发点,一般的机床上均设有两个或者两个以上的主轴,即在同一滑台上,需安装两个或者两个以上的镗头,这些镗头的进给由同一滑台来驱动。所以,常规通用镗头不能保证缸孔止口深度一致。为了解决该难题,对镗头就需要采用浮动的主轴,并且需要在主轴的前端处配置安装挡铁。这里,刀尖与挡铁的尺寸调整极易操作,加工过程中,当挡铁顶到了缸体的顶面时,用来镗止口的刀刚好可达到要求的加工深度,若滑台继续进给,镗头相对滑台与主轴同步地微量进给,而主轴停止不动,直至另一镗头的主轴前端接触到挡铁缸体,滑台停止进给。所有镗头加工的止口的深度达到一致。此种结构镗头制造工艺复杂,采用进口轴承可满足探头旋转精度与刚度的高要求,而对弹簧的选配、主轴与镗头轴承、箱体孔的配合也均有非常严格的要求。
由于在这类机床中,精镗头是其关键部件,对于驱动部件的运动精度要求也更高,所以以此为依据提高机床的相关设计理念,是满足缸孔精加工要求的关键。一般情况下,机床采用单导轨、两矩形导轨的双侧导向或者是两导轨的外侧导向滑台,而采用三导轨数控机械滑台的驱动方式则更利于缸孔精加工。三导轨滑台是单导轨导向的镶钢导轨,且其处在滑台接受轴向力的中间位置,其受力情况良好,且力矩较小,刚度较高,受热时变形小,导向约束稳定,动态性能良好。同时,采用伺服电动机同步齿轮驱动精密滚珠丝杠,确保了滑台进给的高精度性。
此外缸孔与止口精度的高低,直接影响到发动机的性能。所以,在缸孔的精加工中,刀杆一般采用国外的先进设计技术,采用自动补偿镗杆技术,保证加工孔系的高精度要求。
2发动机缸体的曲轴孔与凸轮轴孔加工技术
凸轮轴孔与曲轴孔的加工是发动机缸体加工的另一道重要工序,目前,我国机床制造企业所研制的数控专用机床与三轴孔加工机床,尽管在加工精度上可以达到同类产品的先进水平,但是相比于国外,仍存在着相当的差距。不管是在三轴孔的加工上还是缸体缸孔加工上,国外均已经采用了加工中心的柔性敏捷自动线来进行,使得机床的柔性化获得大幅的提高,且包括对整个缸体的加工,并采取了机械手自动滚道进行输送,实现了真正的高精、高效、高速的生产制造模式,对中小批量生产的适应性较高,尤其适合多品种的加工生产过程。近年来,一些机床企业拥有了一定的柔性线,汽车生产厂提供缸体的加工柔性自动线,并采用桁架机械手输送方式。但是,对于缸体关键工序的加工,例如缸体缸孔与三轴孔等的加工,仍旧采用了专用的数控机床来加工来完成。
3结论
目前,刀具补偿、轻量化、切削参数优化、在线检测、高速驱动、可靠性、人工智能、传感器以及专家系统等技术在我国已获得成功的应用。但是,对缸体与缸盖所有的工序加工均采用柔性的自动线进行生产仍处在开发阶段。近期,我国加强了对装备制造业的扶持政策,汽车发动机关键零件的高精度柔性、高效率的自动线创新技术也引起了业内的广泛关注。相信我国的柔性自动线技术将在不远的将来达到国际先进水平。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








