
1 前言
转向万向节主要是连接转向轴和转向传动轴或连接转向传动轴和转向器,用来传递运动和扭矩的零件。其传递的力矩一般较小,但其精度,特别是在加载过程中使转向传动轴产生的角间隙会直接影响转向系统的灵敏度。在QC/T649-2000汽车转向传动轴总成性能要求及试验方法中,要求装一个万向节的无滑动花键转向轴在正负加载3N.m情况下角间隙≤0.25度。随着汽车技术的发展,对汽车各性能要求日益提高,如国际转向传动轴知名企业DOUGLIAC公司,要求装一个万向节的无滑动花键转向轴在正负加载10N.m情况下角间隙≤0.15度。
一般的装热锻轴承万向节的转向传动轴无法达到该要求,而采用装铁皮冲压轴承万向节的转向传动轴却能达到对角间隙的苛刻要求。
2 转向传动轴的角间隙及其产生
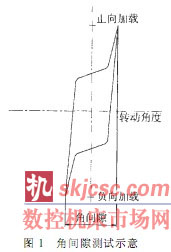
两根无滑动花键转向轴传动叉之间连接一只十字轴万向节,两传动叉保持在一条直线上,对其中一根传动叉作刚性固定,对另一根传动叉施加一定量正负扭矩,其正向扭转极限位置到负向扭转极限位置的夹角即为转向传动轴的角间隙。角间隙的产生一方面是由于接叉和万向节在外力作用下产生刚性变形,另一方面是由于热锻轴承万向节其十字轴轴颈与轴承内复圆之间存在径向间隙。转向传动轴受力矩较小,节叉和万向节不会变形,角间隙主要由十字轴轴颈与轴承内复圆之间存在的径向间隙产生。角间隙测试示意如图1所示。
3 热锻轴承万向节的结构及轴承加工工艺
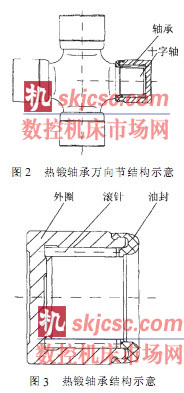
热锻轴承万向节的外圈材料一般为20Gr,为达到其性能要求,采用如下加工工艺:热锻-车加工-热处理(渗碳淬火)-磨加工。外圈壁厚一般大于2.5mm,故外圈刚性较好,不宜变形。热锻轴承万向节结构示意如图2所示,热锻轴承结构示意如图3所示。
4 热锻轴承万向节的转向传动轴角间隙分析
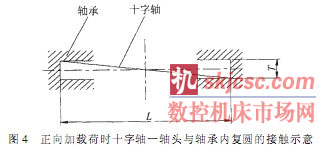
设连接转向轴的万向节十字轴长度为!,十字轴轴颈和轴承内复圆的径向间隙为"。将一节叉刚性固定,另一个转向节叉加正向力矩,即加载+10N.m的力矩,则万向节十字轴一轴头与轴承内复圆的接触如图4所示。
再在同一节叉加一反向力矩,即加载-10N.m力矩,则此万向节十字轴上的同一轴头与轴承内复圆接触如图5所示。
加正负载荷时万向节十字轴一个方向的轴头与内复圆径向间隙引起的转向轴角间隙α如图6所示。
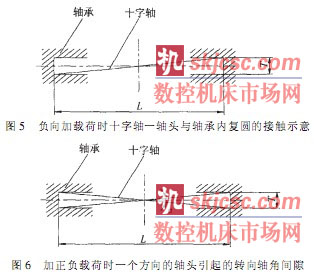
万向节一轴头与内复圆径向间隙引起的转向轴角间隙计算如下:α=2arctg(T/L)。转向轴的角间隙由万向节两个方向的轴头引起,故转向轴总的角间隙β=2α。转向万向节一般尺寸较小,其十字轴长度不超过40mm。当一转向传动轴角间隙要求≤0.15度时,即β=0.15度,α=0.075度。根据以上公式α=2arctg(T/L)计算得T=0.026mm,即十字轴轴颈与轴承内复圆之间的最大径向间隙为0.026mm。为使万向节装叉后不产生发卡现象,十字轴轴颈与轴承内复圆最小径向间隙应保证为0.004mm,故万向节轴颈和轴承内复圆的累积误差为0.026-0.004=0.022mm。由于十字轴四个轴头公差无法分档,一般十字轴磨削加工后轴颈最小公差为0.008mm,内复圆直径的公差只有0.014mm,即滚针和外圈内径的累积公差为0.014mm,滚针最小公差为0.003mm,在直径方向的累积公差为0.006mm,因而最终留给外圈内径的公差只有0.008mm。一般的内圆磨削加工工艺不能达到此公差要求。
5 铁皮轴承万向节的结构及轴承加工工艺
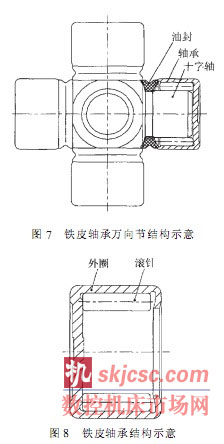
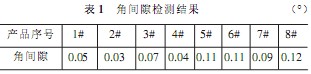
铁皮轴承万向节的外圈采用易拉伸钢板冲压拉伸而成,钢板厚度一般为1mm。轴承外圈加工工艺为:下料-冲压成形-热处理(碳氮共渗)-窜光。且经冲压拉伸成形后的壁厚一般为("5$$左右,在外力作用下易变形。铁皮轴承万向节结构示意如图7所示,铁皮轴承结构示意如图8所示。
6 铁皮轴承万向节的转向传动轴角间隙分析
转向传动轴采用铁皮轴承万向节,可通过轴承外径与节叉内孔过盈配合、十字轴轴颈与轴承内复圆过渡配合来达到较小的角间隙。具体原理如下:转向万向节的尺寸较小,轴承外径为14~20mm左右,外圈用厚度为1mm的钢板冲压而成,冲压成形后外圈壁厚一般为0.8mm左右,在较小外力作用下易变形。轴承外径与节叉内孔之间采用过盈配合,当铁皮轴承压入节叉时随节叉内孔的形状得到整形。轴承内复圆与十字轴轴颈之间采用过渡配合,当十字轴压入轴承时轴承内复圆随十字轴的轴颈得到胀大,进一步进行一定程度整形,使十字轴轴颈和轴承内复圆之间能在保持较小的径向间隙的同时转动灵活。
7铁皮轴承万向节的转向轴角间隙试验证
对要求万向节轴承外径为15mm的转向轴采用铁皮轴承万向节进行角间隙试验验证。选用节叉孔尺寸为![]() ,根据以上分析合理设计十字轴轴颈、轴承内复圆、轴承外径和标准圈的尺寸,以达到角间隙≤0.15度的要求。
,根据以上分析合理设计十字轴轴颈、轴承内复圆、轴承外径和标准圈的尺寸,以达到角间隙≤0.15度的要求。
7.1 轴承外径、内径尺寸为使轴承压入节叉后达到较好的整形效果,使两者有0.05mm左右的过盈量,同时由于铁皮轴承热处理后不进行机加工,轴承外径公差较大,故将轴承外径尺寸定为![]() 。内复圆尺寸根据外圈壁厚0.8mm、滚针直径 1.5mm计算出,可定压入标准圈时内复圆尺寸为
。内复圆尺寸根据外圈壁厚0.8mm、滚针直径 1.5mm计算出,可定压入标准圈时内复圆尺寸为 ![]() 。
。
7.2 标准圈尺寸
标准圈起标准节叉的作用,其尺寸与节叉孔尺寸在理论上应一致,可定为![]() 。
。
7.3 十字轴轴颈尺寸
为满足其苛刻的角间隙要求,十字轴轴颈应与轴承内复圆过渡配合,轴颈尺寸定为![]() 。
。
对按以上尺寸生产的 * 个产品进行角间隙试验验证,具体结果如表1所示。
根据试验可知,通过合理设计铁皮轴承转向万向节的各配合尺寸,装一个万向节的无滑动花键转向轴在正负加载10N.m情况下可以达到角间隙≤0.15度的苛刻要求。
8 结束语
根据以上分析和测试可知,装一个转向万向节的无滑动花键转向轴角间隙要达到≤0.15度-的要求,应该改变传统的采用热锻轴承万向节的方法,而采用铁皮轴承万向节代替。即通过合理设计十字轴轴颈、内复圆直径、叉子孔直径尺寸,达到轴承外径与节叉内孔过盈配合、十字轴与压入后的轴承过渡配合状态,使十字轴和轴承内复圆之间能在保持较小的径向间隙的同时转动灵活,可满足角间隙≤0.15度的要求。同时由于转向万向节在使用中承受力矩较小,故使用铁皮轴承万向节也能满足产品使用中的其它性能要求。另外,铁皮轴承节省材料,加工工艺简单,具有较好的实用推广性。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








