
1 结构特点
我公司铸造的双幅板结构的大齿轮,铸件最大轮廓尺寸为φ1967mm×775mm,铸件单重为13t。要求做静平衡试验,不平衡性在外径上不得大于 3kg,铸件要求超声波探伤检查达到标准二级以上,铸件不得有裂纹、气孔等影响机械强度的缺陷。
2 铸造工艺性分析
由于齿轮属于尺寸较大的简单旋转体类铸件,铸件高度不大,并且是单件生产,用量不是很大,因此我们采用刮板造型。可省去制作大型木模的时间,而且会节约大量的木材消耗。由于铸件轮缘部分厚大,与中间筋板壁厚相差较大,铸件在凝固过程中易形成裂纹,轮缘与轮辐交接处形成热节,易形成缩孔、缩松缺陷。因此,必须采用顺序凝固原则进行铸造,并结合适当的冒口补贴和外冷铁设计,以消除缩孔、缩松缺陷。
2.1 主要工艺参数
(1)加工余量 由于是刮板造型,精度较差,应适当加大加工余量,上表面的加工余量取 25mm,齿顶圆外表面取20mm,下面、侧面取 15mm。(2)收缩率 径向取 1.8%,轴向取 2.0%。分型负数取3mm。
(3)工艺补正量 为了弥补由于铸造收缩率与实际不符,在个别情况下,由于下芯、合箱造成的偏差,以及保证齿轮强度,在齿轮轮缘背面设置工艺补正量数值为 3mm。
2.2 凝固顺序选择
由于铸件轮缘和轮毂部分厚大,与辐板交接处形成热节区,容易形成缩孔、缩松缺陷。为此采用顺序凝固原则进行铸造,在轮缘、轮毂处分别设置冒口。浇注后薄壁的辐板和筋板先凝固,其液态和凝固收缩分别由厚壁的轮缘和轮毂处的钢液补给,冒口最后凝固,用来补给轮缘及轮毂处凝固时所需的钢液,以消除缩孔、缩松。
2.3 冒口及浇注系统设计
(1)轮毂冒口 轮毂轴径 <1200mm 时,一般设置一个冒口,冒口根部厚度也是轴孔补贴厚度,设计为轮毂热节圆直径的 1.3 倍,轴孔补贴高度设计为轮毂高度的 2/5,冒口高度设计为 600mm。
(2)轮缘冒口 根据理论计算并结合实际经验,设计冒口型号为腰形冒口 450mm×300mm×600mm 共 6 个,补贴厚度为 70mm,高度从下层幅板的中间开始,冒口的位置设置在筋板与轮缘的交接处,如图1a所示。
(3)浇注系统 为保证钢液快速充满型腔,减少钢液对上箱的烘烤时间,避免出现夹砂缺陷,我们设计了开放式底反浇注系统,直浇道采用φ120mm一道,横浇道采用φ100mm 两道从中间往两边分开,内浇道采用φ80mm共 4道,全部浇注系统采用干燥洁净的耐火砖管砌成,保证充型平稳,防止冲砂,减少夹砂缺陷。冒口、浇注系统设置工艺如图 1b所示。

为了提高冒口中的钢液温度,当钢液浇到冒口的 1/3 处时,应立即加入冒口覆盖剂。
(4)凝固模拟验证 按照以上工艺设置,我们又用模拟软件进行最终凝固模拟验证,从模拟结果可以看出,缩孔、缩松都集中在冒口内,铸件上没有缩孔、缩松等铸造缺陷出现,说明设计的工艺方案是正确的。
3 铸造生产质量控制
3.1 模样制作
由于铸件生产批量不是很大,铸件为旋转体结构,确定外模采用刮板造型,采用车板手工造型可省去制作大型木模的时间,而且会节约大量的木材消耗。芯盒采用实样芯盒,脱落式结构,保证芯盒强度,防止制芯过程中砂芯变形,铸造圆角要从外模及芯盒中做出来。模样分型负数设计为所示。
3.2 造型与制芯
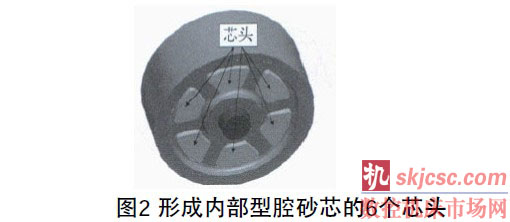
制芯时,紧实度要均匀,表面要光洁,保证排气通畅,为减少砂型在铸件凝固过程中产生的收缩阻碍,防止裂纹方便清砂,砂芯采用水玻璃石灰石砂,在圆角及拐角热节部位全部用铬铁矿砂,厚度在 15mm 以上。操作上要注意保证芯骨强度,芯骨位置不能阻碍铸件收缩,中间轴孔砂芯采用水玻璃石灰石砂,在外表面覆 10~15mm 厚铬铁矿砂,防止出现粘砂缺陷。砂芯制作完毕后,表面涂刷两遍醇基锆英粉涂料。由于石灰石砂发气量较大,造型时要注意上下箱多扎出气眼,保证出气畅通。浇注系统采用专用陶瓷耐火砖管,摆放浇道管时要仔细,防止散砂进入浇注系统内,两砖管的连接要紧密,防止连接错位。芯头下部要多扎出气孔,防止浇注时出气不畅,导致铸件产生气孔缺陷。冒口出气眼周围要用面砂修光吹干,防止合箱时从出气眼处掉进散砂。为防止合箱时上下箱错位,方便合箱,采用圆线和十字线复合定位方式。砂型及砂芯要进烘干窑充分烘干。
3.3 下芯
下芯前要先将砂型清理干净,然后涂刷两遍醇基锆英粉涂料,充分烘干后,开始下芯,注意检查砂芯和芯头部位各出气孔是否畅通,下好砂芯后,按图样检查型腔是否符合尺寸要求,然后再将砂芯上的吊鼻用水玻璃石英砂修补好,用CO2气体吹干后,刷两遍醇基锆英粉涂料,烘干后再将型腔内散砂重新清理一遍。
3.4 合箱
合箱前要先将下部芯头棱角磨成圆角,防止下芯过程中砂芯下不到底,注意检查芯头、芯座出气孔是否畅通,尺寸形状是否符合图样要求,浇冒口系统内和型腔内是否干净,以及芯头、芯座间隙是否填严,防止钢液钻入或跑火,芯头和分型面四周间隙应放石棉绳,保证砂芯不窜位,分型面处不跑火。下芯、合箱过程中,一定要对准合箱线,防止碰坏砂型及砂芯,型腔内残留砂需反复清理干净,保证浇注系统畅通,扣箱时注意观察是否有砂块脱落,防止砂块从冒口内掉进型腔。
3.5 熔炼浇注
采用10t 三相电弧炉熔炼,氧化脱碳量控制在 WC=0.45%~0.50%,还原渣用白渣,炉渣中 WFeO≤0.5%,每吨钢液终脱氧插铝量为0.6~0.8kg,化学成分尽量按标准范围中下限控制,保证熔炼钢液合格后才可出钢,特别注意控制 S、P 含量尽可能低。浇注温度对铸钢件的质量有较大的影响,若浇注温度过高,铸钢件的收缩值增大,气体含量增大,钢液对铸型的热作用增强,使大齿轮容易产生缩孔、气孔、变形、裂纹和粘砂等缺陷。当浇注温度过低时,钢液的流动性差,使铸件易产生冷隔、浇不足、夹杂等缺陷。我们确定大齿轮的出钢温度控制在 1580~1590℃。钢包使用前要进行烘烤,烘烤温度>700℃。钢液出炉后进行底吹氩,以净化钢液,镇静后浇注温度控制在 1530~1540℃。浇注开始时缓慢浇注,随后全速浇注,钢液上升到冒口后减速浇注,并立即加入覆盖剂,每炉次浇注 3 块力学性能检测用试块。浇注结束约 1h 松开箱卡。
3.6 铸件打箱、清理
铸件打箱清理这道工序虽然简单,但若控制不好,也会使铸件造成废品,故不可忽视。打箱过早,会使红热铸件暴露在大气中激冷,容易产生变形和裂纹;打箱过晚,上述缺陷虽可避免,但占用场地,影响生产周期,依据理论计算和实际生产经验,我们确定打箱时间为 120h。为提高生产效率,节约成本,采用清砂后余热 200℃ 以上热割除冒口,在冒口根部留余量 30~40mm,再由后道工序采用机械加工方法去除。割冒口后立即进热处理窑进行退火处理,以消除铸件铸造应力,改善组织。
3.7 铸件热处理工艺
(1)铸后热处理 铸钢件的铸后组织中常有粗大枝晶及偏析,为消除其对铸件最终热处理的影响,需予以均匀化处理。铸钢件凝固冷却后,由于各部位都有程度不同的铸造应力,所以热处理时加热速度要严格控制,并需中间保温。
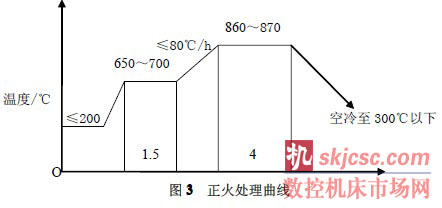
(2)正火工艺 大齿轮调质前原始组织应为均匀细化的铁素体、珠光体组织,调质后得到均匀的回火索氏体,可获得良好的综合力学性能,同时又能减少变形和开裂倾向。为满足调质前铸件内部组织要求,我们首先对大齿轮铸件进行正火处理,以细化晶粒,均匀组织,提高最终调质处理的效果,也有利于减少铸态组织对调质后铸件性能的影响,以及避免铸件内部铸造应力而导致齿轮淬火时变形或开裂的可能性。正火工艺如图 3 所示。
( 3)淬火、回火温度的控制 控制零件淬火温度的选择原则为:正常淬火加热温度的下限,淬火温度选择(870±10)℃,采用油冷方式;升温过程要考虑铸件的特点,不能太快,要有入炉保温、中间保温过程,以减少淬火过程中的应力,避免淬火缺陷的产生,淬火保温时间控制在3h 以内。回火温度选择(580±10)℃。淬火和回火加热时在零件本体设置6支热电偶测定实际温度。调质处理工艺曲线如图4所示。
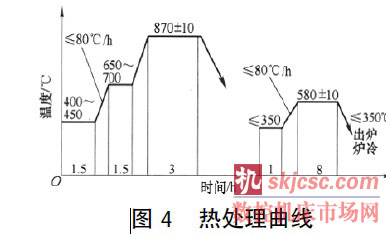
由于从炉盖起吊到零件进入淬火介质需要 5~7min,考虑此间温降,在齿轮铸件临出炉前 20min,将炉温提高20℃,来补偿这段时间的温差,保证零件淬入冷却介质时温度不低于淬火温度。回火后随炉冷却,以减少应力。
4 生产结果
经过实际生产验证,采用上述工艺生产的大齿轮,表面质量良好,组织致密,尺寸形状完全准确,经机械加工、铣齿,铸件内部无砂眼、气孔、裂纹、缩孔和缩松等缺陷,铸件加工后超声波探伤及力学性能检测都完全达到标准,满足了客户要求。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








