
随着机械制造业突飞猛进的发展,我国齿轮制造业也有着广阔的国内、外市场前景。齿轮产品是否能取胜国内、外市场,关键问题取决于齿轮制造的质量和成本。齿轮制造最常用的工艺就是滚剃工艺,虽然剃齿能提高齿轮的精度,但是由于剃齿加工工序的非强制性啮合特点,剃齿精度在很大程度上依赖于滚齿精度,可以说滚齿精度决定了齿轮的精度。因此滚齿中的一些误差项目如齿圈径跳、公法线变动量、基节偏差以及齿形齿向误差必须严格控制,才能制造出精确的齿轮。
现就多年对齿轮制造理论的研究及生产现场经验的积累,介绍一些提高齿轮滚齿加工质量的方法及途径,供同行借鉴。
一、 滚齿加工精度分析
圆柱齿轮精度主要有运动精度、平稳性精度和接触精度。滚齿加工中用控制公法线长度变动和齿圈径跳来保证运动精度,用控制齿形误差和基节偏差来保证工作平稳性精度,用控制齿向误差来保证接触精度。下面对滚齿加工中易出现的几种误差原因进行分析:
(1)齿圈径向跳动误差(即几何偏心) 齿圈径向跳动是指在齿轮一转范围内,测头在齿槽内或轮齿上,与齿高中部双面接触,测头相对于轮齿轴线的最大变动量,也是轮齿齿圈相对于轴中心线的偏心,这种偏心是由于在安装零件时,零件的回转中心与工作台的回转中心安装不重合或偏差太大而引起,或因滚齿机顶尖和滚齿心轴顶尖孔制造不良,使定位面接触不好造成偏心,所以齿圈径跳主要从以上原因分析解决。
(2)公法线长度误差(即运动偏心) 滚齿是用展成法原理加工齿轮的,从刀具到齿坯间的分齿传动链要按一定的传动比关系保持运动的精确性。但是这些传动链是由一系列传动元件组成的。它们的制造和装配误差在传动过程中必然集中反映到传动链的末端零件上,产生相对运动的不均匀性,影响轮齿的加工精度。公法线长度变动是反映齿轮牙齿分布不均匀的最大误差,这个误差主要是滚齿机工作台蜗杆副回转精度不均匀造成的,还有滚齿机工作台圆形导轨磨损、分度蜗轮与圆形导轨不同轴造成的,再者分齿挂轮齿面有严重磕碰或挂轮时咬合太松或太紧也会影响公法线变动超差。
(3)齿形误差分析 齿形误差是指在齿形工作部分内,包容实际齿形廓线的理想齿形(渐开线)廓线间的法向距离。在实际加工过程中不可能获得完全正确的渐开线齿形,总是存在各种误差,从而影响传动的平稳性。在滚齿加工过程中渐开线齿形主要靠滚刀与齿坯之间保持一定的分齿来保证,所以,齿形误差主要是滚刀齿形决定的,滚刀刃磨质量不好容易出现齿形误差。同时滚刀在安装中产生的径向跳动、轴向窜动(即安装误差)也对齿形误差有影响。常见的齿形误差有不对称、齿形角误差(齿顶变肥或变尖)、产生周期误差等。
(4)齿向误差分析 齿向误差是在分度圆柱面上,全齿宽范围内,包容实际齿向线的两条设计齿向线的端面距离。引起齿向误差的主要原因是机床、刀架的垂直进给方向与零件轴线有偏移,或滚齿机上尾座顶尖中心与工作台回转中心不一致,还有滚切斜齿轮时,差动挂轮计算误差大,差动传动链齿轮制造和调整误差太大。另外滚齿夹具和齿坯制造、安装、调整精度低也会引起齿向误差。齿轮的齿向误差来自于机床、齿坯、夹具的误差。
(5)齿面粗糙度分析 齿面粗糙度不好一般有几种现象:发纹、啃齿、鱼鳞、撕裂。引起齿面粗糙度差的主要原因有以下几方面:机床、刀具、工件系统整体刚性不足、间隙大;滚刀和工件相对位置发生变化;滚刀刃磨不当、零件材质不均匀;切削参数选择不合适等。
二、提高滚齿加工精度的方法
通过以上对滚齿加工精度的分析,我们明确了滚齿加工过程中各种误差的产生来源,主要因素是所加工零件本身的精度、机床夹具、刀具以及整个工艺系统的精度、加工过程中的调整等。要提高滚齿加工精度,首先应从以上方面考虑采取相应措施,找到解决的方法。
1. 提高齿坯本身的加工质量
齿坯质量是齿轮加工精度的基础,对于制造高精度齿轮,齿坯的精度更是起着至关重要的作用。齿轮加工大多以其内孔及端面作为定位基准,数控机床的使用使得圆柱齿轮可在一次安装中车削出齿轮的定位内孔和端面,端面跳动小于0.015mm。而过去在多刀半自动车床或普通车床上加工同类齿坯,端跳大约为0.05mm。定位基准精度的提高,大大地提高了齿轮加工的精度,特别是齿向精度。轴齿轮类零件一般以中心孔作为定位基准,所以中心孔的制造精度一定要保证锥面粗糙度好,不允许有任何磕碰是关键。
2. 提高滚齿夹具的制造、安装精度
由前面的分析可知,滚齿夹具的制造、安装精度不高,会产生齿圈径向跳动和齿向误差。齿坯的安装精度也主要取决于夹具的制造精度和安装精度。盘类齿轮滚齿心轴的设计,定位外圆和定位端面的跳动在0.005mm以内,定位外圆和齿坯的配合间隙在0.002~0.008mm。对轴齿轮零件而言,滚齿夹具的结构一般是上下顶尖定位,夹紧工件外圆的方法。因此,顶尖制造质量的好坏对轮齿齿圈径跳影响很大。实践证明,顶尖锥面粗糙度值必须达到R a=0.8μm以下,而且对顶尖中心线的径向跳动≤0.008mm,锥面不允许有磕碰和过度磨损。在提高夹具制造精度的同时,滚刀刀杆、刀垫、螺母的制造精度也应保证刀杆直径精度最低必须按6级制造,配合处表面粗糙度值R a=0.8μm以下,两顶尖孔的同轴度要求在0.01mm以内,端面跳动在0.005mm以内,刀杆锥部与机床刀架主轴孔的接触面积在70%以上。螺母拧在刀杆上后,其端面对刀杆轴线的垂直度≤0.01mm。此外在调整夹具安装精度时一定注意,上尾座顶尖中心与工作台回转中心应保持一致,装夹零件后检查心轴径跳不能超过0.01mm。
3. 提高刀具的刃磨精度
刀具本身的制造精度和刃磨精度对被切齿轮的齿形精度有很大的影响,因此,为了保证加工精度,必须正确选择刀具的精度等级和提高刀具的刃磨精度。刀具精度一般按被加工齿轮的精度选择。最简易可行的办法就是购置国外著名公司生产的滚刀。事实上,这些滚刀一次刃磨涂层后可加工大约1200件齿轮,大约可刃磨10~13次,寿命及对产品质量的效益远远超出了它的价格。这里需要特别说明的是,滚刀刃磨后必须涂层。国产机床的滚刀刃磨精度基本上可保证滚齿齿形精度,但加工时要有合理的窜刀量及刃磨涂层。使用磨损了的滚刀滚齿时,会降低齿轮的齿形精度和恶化表面质量,也会加剧机床的振动。滚刀磨损量在粗切时超过0.8~1.0mm或精切时超过0.2~0.5mm,就需要重磨前刀面。滚刀的重磨精度对于滚刀的齿形精度有很大影响,必须十分重视。滚齿齿形精度由滚刀精度决定,但以下两种情况可通过调整纠正。
(1)对于滚齿后出现如图1所示齿形误差,可通过修磨滚刀的前角,纠正齿形误差。
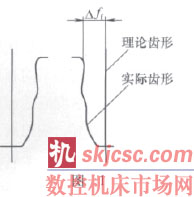
图1
修磨滚刀前刀面角度γ,可由以下关系近似求出
tanγ =△f f/(α c×H)
式中,H为滚刀齿高;α c为滚刀侧刃后角,单位为rad;△f f为齿形最大误差;H为前刀面径偏移量。
(2)滚齿后齿形误差如图2所示,通过调整滚刀安装角度,可纠正该类误差。调整量△λ 关系式如下L cos(λ ±△λ )-L cosλ =△f f /cosα (±取决于滚刀扳角度的方向,增大角度取+,反之取-)式中, L 为滚刀切削齿到刀架旋转中心距离;λ 为滚刀螺旋升角;α 为滚刀齿形角;△f f为齿形误差。
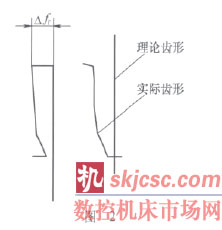
图2
另外,安装滚刀时,滚刀刀杆径向跳动必须<0.02mm ,轴向窜动<0.005mm,这是保证滚齿齿形不可忽视的问题。
4. 保证和提高机床本身的精度和调整精度
从前面的误差分析可知,机床传动链的传动误差会造成齿轮的运动偏心,而且影响最大的环节是分度蜗杆副,因此,保持机床应有的工艺精度是保证齿轮加工精度的重要方面。如果发现滚齿后公法线变动超差,就应检查机床工作台分度啮合副的啮合情况,如果啮合间隙超过0.03mm就应调整,保证始终在0.03mm以内,否则须对蜗杆副进行检修。在滚切斜齿时,应注意差动挂轮比的计算要准确到小数点后五位或六位。机床刀架滑板对工作台回转轴线的平行度对滚齿齿向误差有影响,提高滚齿机刀架导轨系统精度,也是保证齿向的一方面。由机床资料可知,在250mm长度上,平行度公差是0.021mm。
5. 降低齿面粗糙度值的方法
采用适当的预备热处理方法,使齿坯材料的内部组织均匀,硬度一致,合理选用滚齿切削参数,充分进行冷却润滑,定期对滚刀进行刃磨等都是降低齿面粗糙度值的有效方法。
低齿面粗糙度值的有效方法。综上所述,提高滚齿加工的方法非常多,需要我们在生产实践中针对具体情况不断去探索总结,从而能更好地指导生产,加工出高质量的齿轮产品。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








