
一般硬齿面齿轮加工制造有两种工艺,一种是剃齿工艺;另一种磨齿工艺。比较两种方法,磨齿工艺加工设备投入大,磨齿机价格昂贵,机床结构和操作均较复杂,生产效率低,且要预留一定的磨削余量供磨齿磨削加工用,加大了能源和材料消耗,不适于大批量低成本高质量齿轮制造的需求。剃齿工艺具有加工过程灵活、迅速、生产效率高、自动化程度高、所用机床结构简单、调整方便等优点,所以实际加工中常用该工艺生产。但齿轮经热处理渗碳淬火形成硬齿面后,将产生热变形,使齿轮精度大大降低,一般都降低1~2 级左右。另一方面在剃齿过程中产生中凹现象。实践证明采用剃齿工艺方法制造中高级齿轮,关键要解决热处理变形降低精度和剃齿过程中产生凹齿形的难题。
1 改进热处理工艺流程
硬齿面齿轮剃齿加工生产的工艺路线为:齿坯→滚齿→剃齿刀凸形齿修形和抗热变形修形→剃齿→渗碳、淬火、回火→检测→成品。解决热处理变形、降低精度的问题采用生产能力大、性能和质量好、热处理变形量小及质量稳定的热处理工艺流程,该工艺流程具有连续碳氮共渗的特点,工艺路线为:上料→脱脂、预氧化→加热→碳氮共渗→降温扩散→油淬→清洗→回火→空冷→卸料。整个流程的电气控制部分分为程序控制系统、温度控制系统、碳势控制系统和计算机控制系统。程序控制系统控制整个流程动作,使零件实现清洗、加热、碳氮共渗、淬火、清洗和回火等过程,可以对温度、碳势进行设定和查询,也可以对各种工作状态、记录曲线进行监视等,从而确保对整个流程可靠的控制。温度控制系统分别控制加热炉、回火炉、预处理炉、淬火油和清洗机的温度,渗碳炉在840℃和930℃时控制温差范围为±5℃,回火炉在200℃的炉温均匀性也较好,温度范围为±5℃。碳势控制系统控制加热炉内的碳势, 碳势控制范围为:≤±0.05%C,轮齿表面渗碳层深度为0.6~1.8mm,当层深波动范围为同批材料同一盘同一工件时的数值是:层深≤1mm 时,偏差≤±0.1mm;层深>1mm 时,偏差≤±10%(层深),渗碳层表面硬度也均匀,其值为同一工件≤±1HRC,同一批次工件≤±1.5 HRC,碳氮共渗时间节约2 min 左右。计算机控制系统用来对以上各个系统进行集中监控,并对各种数据进行记录,以便查询整个流程的各种工艺参数,从而总览全部设备的运行状态。
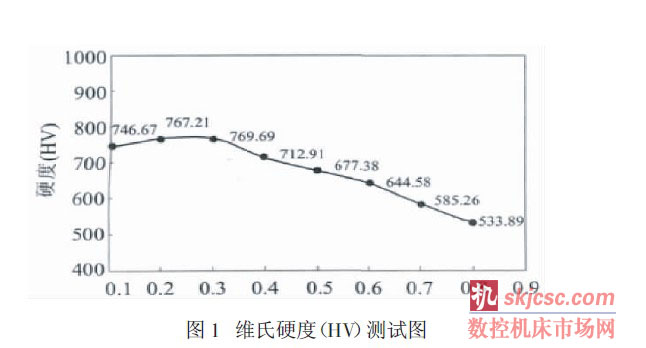
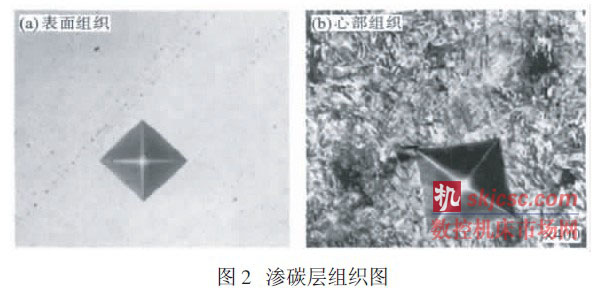
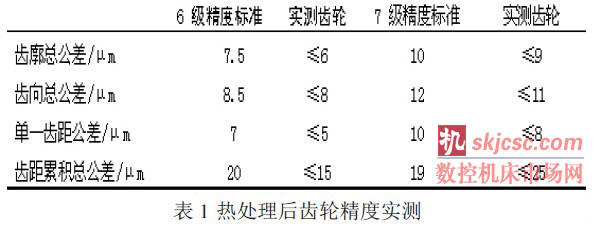
该工艺流程的热处理齿轮连续进入由四个加热室组成的加热炉区,进行加热和碳氮共渗,碳势和温度控制系统控制精确,无井式炉人为的操作误差,零件的热处理质量和批量的同一性得到保证。显微硬度测试曲线呈递减抛物线,如图1 所示;渗碳层硬度非常理想,如图2 所示;由表1 可知(实测齿轮的分度圆直径20~50mm、模数2~5 mm),剃齿齿轮经渗碳淬火热处理后误差均小于齿轮允许公差值,精度达6~7 级(GB/T10095-2001)。
实践证明:用该工艺热处理的齿轮齿面耐磨,不易产生点蚀,使用寿命长,与井式炉变形量相比减小20%~40%,金相组织提高1~2 级。另一方面一条连续渗碳工艺流程的产量相当于12 台井式炉,共渗介质天然气(甲烷)和氮气价格低,原材料成本低,连续炉热效率高,能耗大大降低,由于操作人员减少,与井式炉相比年增效50 万元,同时生产环境得到极大改善。
2 合适的剃齿加工方式
剃齿作为齿形加工的最后工序能修正齿形误差、齿距误差、齿圈径向跳动误差和齿向误差等,所以经过剃齿加工的齿轮副无周期性变化的传动误差,传动中不产生激振频率,传动噪声较为柔和,甚至优于同等精度的磨齿,齿轮工作平稳性好、接触精度较高。
该工艺放弃传统的轴向剃齿法,改用径向法剃齿加工。径向剃齿法在剃削过程中,径向剃齿齿形齿向修形均是通过在剃齿刀齿部修磨时实现的,比较容易控制修形量,剃齿刀与齿轮为线接触,剃齿过程又比较稳定,因此具有生产效率高、刀具耐用度高、齿形精度高和加工表面粗糙度值低等优点,有强制性的齿向修正能力,剃后零件修形的稳定性比较好。
结束语
以上硬齿面齿轮的加工技术和工艺方法的改进,成功用于7级以上硬齿面齿轮大批量低成本的生产。由于不需要留有磨削余量,渗碳层可减少,缩短了渗碳时间,提高了工效,节省材料和能耗;另一方面由于采取径向法剃齿加工,省略了轴向剃齿法时的轴向往复走刀行程,又可缩短剃齿时间,大大提高生产效率。同时也不靠多投磨齿机来实现,具有少投入多产出等特点,因此带来明显的经济效益,仅此工艺技术的改进估计可以降低生产成本3%。所以该种加工技术是使用先进技术改造传统产业的有效方法。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








