
1 问题的提出
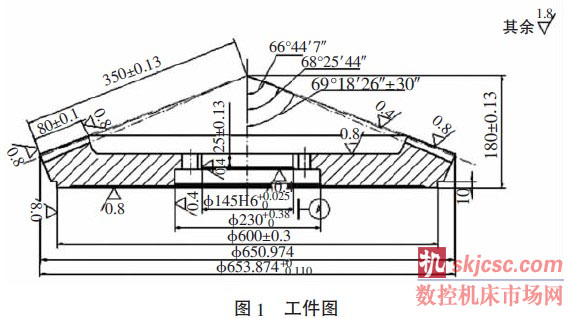
2011 年10 月,公司承揽西安长基公司轧机用减速箱内弧齿圆锥齿轮副的加工。其中,从动弧齿圆锥齿轮轮幅大、厚度薄,且材料调质硬度高且加工时刀错距较小,是铣齿中的难点,磨齿则要通过对参数的调整达到高精度的要求。工件图如图1 所示。
2 设备
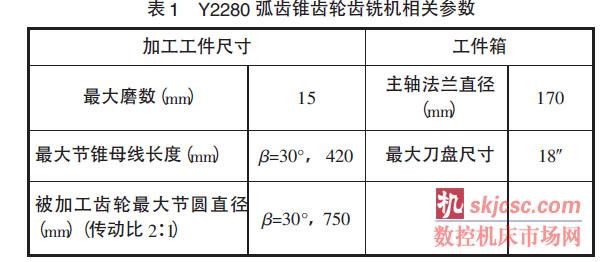
(1)国产Y2280 弧齿锥齿轮铣齿机,主要相关参数见表1
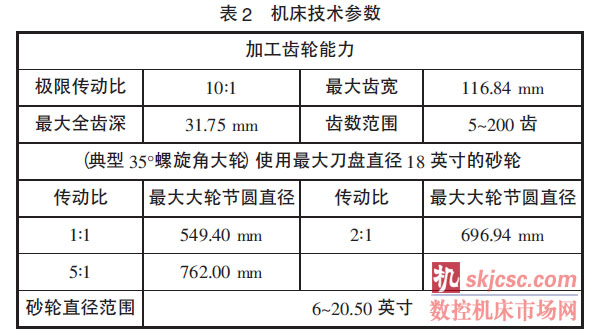
(2)美国格里森800G 弧齿磨齿机,主要相关参数见表2。
(3)现有设备状况分析。Y2280 弧齿锥齿轮铣齿机使用年限久,刚性差,支承工件的主轴端面直径小,仅170 mm,只有被加工工件直径的1/4,是端面支承的不利因素。
机床所配刀具是18″旧式铣刀盘,镶有24 片刀齿,而目前新型刀具刀片数量为40 片。旧结构刀盘较新切削时刀齿承受的负荷大。针对刀错距W=3.1 推算内外刀尖直径之差只有1.5 mm 左右,会导致大量的切削热产生,加快刀具切削刃磨损,这又是一个不利因素。800G 弧齿磨齿机是新设备,可以保证工件要求的精度,但没有成熟的工艺可以使用,尚在试验阶段。
3 拟定加工方案
根据工件材料、热处理硬度、加工条件及零件的特殊结构,拟定以下加工方案。
3.1 设计合理的工装
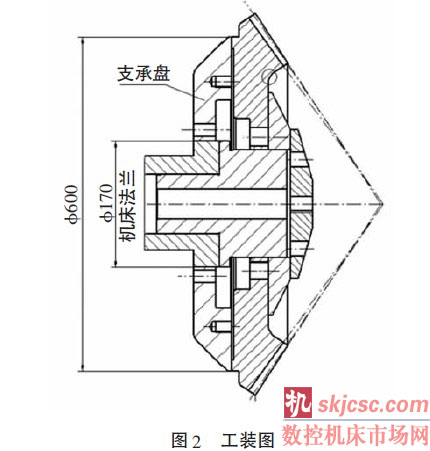
由于齿轮轮幅大、厚度薄且铣齿机工件主轴支承端面小的不利因素,从支承入手设计合理工装,如图2 所示。工装材料选用了HT150,这种材料性能稳定,自身变形小且不易在切削过程中与工件产生共振。工装的厚度及内孔满足与机床现有工装的配套使用,减少工装的投入。外径则和工件的定位支承面一样大小,相当于增加了齿轮的厚度,这样就保证了工件在切削时减少颤动。对于最重要的两平面平行度则采用了平面磨床精磨,以保证工件装夹后的端面跳动在0.01 mm 之内。
3.2 铣齿过程分析
首先,铣齿为下一步的磨齿进行粗加工,采用与800G 磨齿机相同的切削法,为两者之间建立数据转化的平台。以此为出发点开展铣齿工作。
(1)选用有利的切削方法。工件调质硬度HB240 接近铣齿刀允许切削硬度的极限,对刀具的磨损严重;而且节锥角接近70°,使刀具切削刃与工件齿侧面接触线加长,产生的切削力很大。基于这两个因素,齿轮粗切采用滚切法来减小刀具阻力及接触线长度,从而减小切削力,同时也减小因此而产生的振动。
(2)选用合理的切削参数:高速钢齿轮刀具理想切削用量范围内选择较小的切削用量30 m/min,以减小因切削力引起的振动;进给量由原来的2.5 min/齿降至4 min/齿,以缓解工件硬度高产生的切削热及阻力。
(3)合理分配切削量:根据切至全齿深时切削负荷最大的原理,增加切削次数,分3 次进刀切至齿深,第一刀切深为7 mm,约为全齿深的47 %;第二刀切深为5 mm,约为全齿深的34 %;第三刀切深为2.92 mm,约为全齿深的19%。
(4)改变刀齿切削刃的角度。在外刀刃25°~30°的范围内选择28°,内刀刃在9°~15°范围内选择13°,再配上加工时合理的冷却位置,改善刀具的切削性能。
3.3 磨齿过程分析
(1)工件在磨齿前应具备的条件:机加工保证齿坯定位面的精度,铣齿保证齿部正确的齿形,热处理保证有小的热变形。
(2)工装、工件的安装精度:工装安装的精度要保证端面0.005 mm,径向跳动0.005 mm。同时,为保证基准统一,采用工件装配基准作为磨齿定位基准。为保证此目的,工件与工装采用间隙配合,在操作过程中严格找正,工件安装精度端面、径向跳动均保证在0.01 mm,为磨齿加工建立良好的工况。
(3)磨齿精度的保证。①修正轮决定砂轮修正后表面的质量,从而决定了加工工件的粗糙度,程序计算中给定修正轮的进给量0.2 mm,在实际加工过程中采用了两种修正进给量。粗磨时采用进给量0.2 mm,在齿厚磨量剩余0.05~0.08 mm 时改变修正轮的进给量,即精磨进给量0.05 mm,以确保齿面粗糙度Ra 0.4。②参照铣齿时接触区各项数据修正磨齿数据。磨齿数据虽经过二阶修正,但国产铣齿机的加工误差还是会影响接触区的调整,所以需要把实际切齿的数据反修正到磨齿机以保证铣齿时良好的接触区位置。③切削参数的选择:程序计算的切削速度是以进口砂轮为基础给定的,采用国产砂轮后需对切削速度做一些调整,由原来的20 m/s 调整为16 m/s,以缓解国产砂轮磨削时齿面烧伤。④合理分配切削量:磨齿余量共0.5 mm,由于热处理变形,齿侧两端磨量不均匀。初磨削时采用小的切削用量0.1 mm,以保证机床在安全范围内正常运行。当两侧均磨起时,采用0.2 mm 切削量以提高磨削效率。齿厚余量至0.05~0.08 mm 时,为保证精度则选用较小的切削量0.05 mm。
4 结论及遗留问题
(1)通过实际生产得出以下结论:精选齿部参数,制作合适工装工具,采用磨齿机先进计算软件进行配套的铣齿切齿调整数据计算,用滚切法采用小进刀量、多次走刀,并用铣齿数据反修正磨齿部分数据,确保接触区的理想位置。实现国产机械铣齿机与进口数控磨齿机的配套使用,生产出高精度的弧齿圆锥齿轮。
(2)遗留问题:在磨削齿形时,虽然采用了基准重合原则,但根据该工件的特征,其端面为3 点、内孔为2 点,所以端面为第一基准。作为第一基准,其平面太小,对定位稳定性不利。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








