
0 引言
齿轮传动是机械传动中应用最为广泛的一种传动形式。TPX619B普通卧式铣镗床是沈阳机床集团的经典产品之一,其主轴箱内部结构复杂,齿轮众多。机床自面世以来,由于齿轮导致的故障率极低,可见其齿轮设计合理,材料和热处理工艺选择得当,现对TPX619B主运动齿轮材料及热处理工艺进行介绍。
1 齿轮常用材料和热处理工艺
高频淬火齿轮通常用含碳量为0.40%~0.50%碳钢或低合金钢(40、45、40Cr和45Mn2) 制造。大批量生产时, 一般要求精选含碳量以保证质量。45 #钢限制在0.42%~0.47%C, 40Cr 钢限制在0.37%~0.42%C。经高频淬火并低温回火后,淬硬层应为混合回火马氏体, 而心部则为毛坯热处理(正火或调质) 后的组织。
由于齿轮的承载范围广,工作情况复杂, 应根据不同的工作环境及要求选择适用的强化手段。对于中档承载能力的齿轮(m =2~10 mm),线速度≤30 m/s,齿面接触应力≤700 MPa, 精度9~7级,往往要求达到一定的硬化层深度, 而渗氮是实现深层处理的低温化学热处理工艺。而某些高速齿轮的线速度高达100 m/s 以上, 提高这些齿轮的齿面抗擦伤、抗胶合能力十分重要, 可将渗氮与低温电解渗硫复合处理作为进一步提高抗胶能力的工艺[1]。而对于高精度、小模数的齿轮常采用气体碳氮共渗工艺, 既可提高零件的耐磨性和接触疲劳强度, 又能保证齿轮磨削后的精度达到设计要求。
齿轮的渗碳层深度可以根据模数来选择[2]。当模数≤1.25 mm时,深度范围为0.1~0.25 mm;当模数为1.5~2.5 mm时,深度范围为0.25~0.40 mm;当模数为3~4 mm时,深度范围为0.35~0.50 mm。
当模数为4.5~6 mm 时,深度范围为0.45~0.55mm;当模数>6 mm时,深度范围>0.50 mm;对于高速重载齿轮,渗碳层深度范围为0.7~1.1 mm。
在工作中,齿轮的受力情况比较复杂,齿轮的根部受交变弯曲应力,齿面受大的接触应力并产生强烈的摩擦,并且在啮合不良时,还受到一定的冲击载荷,所以齿轮一般要具有以下性能。
1) 较高的弯曲疲劳强度和接触疲劳强度;2)齿面具有较高的硬度和耐磨性;3)齿轮芯部具有足够的强度和韧性。
为了达到以上性能,满足工作需要,就要根据齿轮工作的载荷和工作环境合理地选择齿轮材料和热处理工艺。
2 TPX619B主运动齿轮分析
2.1 主运动齿轮材料及热处理选择
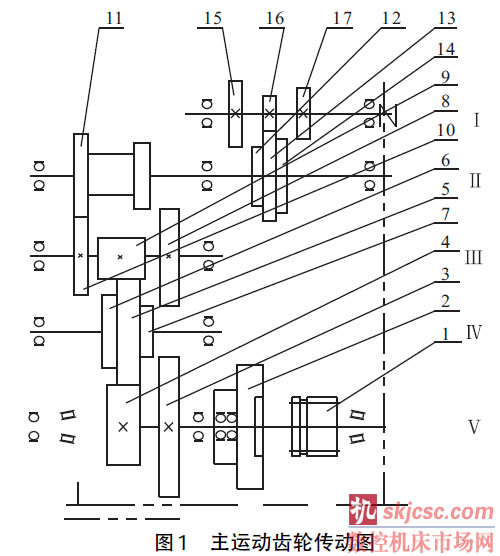
主电机:1 450 rpm,功率:7.5 kW,主轴转速:8~1 000 r/min,最大扭矩:1 225 Nm,最大轴向抗力:12250 N。属于低速、中重型机床且齿轮运行环境良好。机床主轴箱齿轮承担着传递动力和变速的任务,工作时间长,故一般采用碳钢或40Cr或20Cr制造,见图1 和表1。

40Cr合金钢齿轮热处理为齿部高频淬火+低温回火,热处理后,表面硬度可达48HRC。提高了钢的表面耐磨性,且芯部由于没有进行淬火保持了好的韧性,变形小;图1中5~8、13、14齿轮在传动中受冲击力大,且换挡次数频繁,所以要求齿轮具有高的耐磨性,疲劳强度和芯部韧性。故选用20Cr材料。热处理工艺采用渗碳+淬火+低温回火。根据机床齿轮的工作状态,属于重载齿轮,故渗碳层取0.9 mm。渗碳后表面含碳量提高,表面硬度要求58(59)HRC;芯部硬度可达30~45HRC,保证了足够的强度和韧性。
2.2 主运动齿轮常见问题分析
在实际生产和服务过程中,机床主运动部分有齿轮噪声、杂音等现象发生,也偶有发生断齿和齿轮变形的情况。齿轮噪声和杂音的产生一般是因加工精度不能保证而引起的,比如:磨齿齿面鱼鳞状;滚齿、剃齿、插齿等齿面粗糙有沟,齿轮精度不合格等。通过严格控制产品质量,保证零件按图纸加工可以有效避免此类问题发生。
齿轮打齿及齿轮变形的情况则是由于热处理不当引起的。实际生产中小尺寸的渗碳钢齿轮易发生断齿现象,需要进行渗碳的齿轮,若渗碳层过大,则会导致齿轮芯部硬度过高,韧性不足,导致断齿现象的发生。齿轮变形则是由于表面硬度不够造成的,检测变形齿轮发现变形齿轮硬度低于图纸要求硬度,严格控制热处理工艺后症状没有再发生。由上述可见, TPX619B产品的齿轮材料和热处理与其运行工况是相符的,能满足机床工作需要。
3 结束语
虽然齿轮设计在机床设计工作中的数量在减少,但随着电气技术的提高对齿轮提出的要求也相应提高,从我国现阶段机床发展水平来看,齿轮传动结构还不可避免[3]。为保证力学性能、提高齿轮传动质量根据工况要正确地选择齿轮材料、冷加工和热处理工艺。长时间的市场检验证明,本产品质量稳定,主轴箱齿轮故障率低,说明其工况和齿轮材料及热处理工艺相当匹配。希望本文能对读者在机床齿轮设计中有所启发。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








