
电火花是一种加工工艺,主要是利用具有特定几何形状的放电电极(EDM 电极)在金属(导电)部件上烧灼出电极的几何形状。电火花加工工艺常用于注射模、锻模、冲裁模和压铸模等的生产。
1.电火花加工特点
(1)电火花属于不接触加工 工具电极和工件之间并不直接接触,而是有一个火花放电间隙0.2~ 0.lmm,间隙中充满工作液。
(2)加工过程中没有宏观切削力火花放电时,局部、瞬时爆炸力的平均值很小,不足以引起工件的变形和位移。
(3)可以“以柔克刚” 由于电火花加工直接利用电能和热能来去除金属材料,与工件材料的强度和硬度等关系不大,因此可以用软的工具电极加工硬的工件,实现“以柔克刚” 。
(4)可以加工任何难加工的金属材料和导电材料由于加工中材料的去除是靠放电时的电、热作用实现的,材料的可加工性主要取决于材料的导电性及热学特性,如熔点、沸点、比热容、导热系数、电阻率等,而几乎与其力学性能(硬度、强度等)无关。这样可以突破传统切削加工对刀具的限制,可以实现用软的工具加工硬、韧的工件甚至可以加工聚晶金刚石、立方氮化硼一类的超硬材料。目前电极材料多采用紫铜或石墨,因此工具电极较容易加工。
(5)可以加工形状复杂的表面由于可以简单地将工具电极的形状复制到工件上,因此特别适用于复杂表面形状工件的加工,如复杂型腔模具加工等。特别是数控技术的采用,使得用简单的电极加工复杂形状零件成为现实。
(6)可以加工特殊要求的零件可以加工薄壁、弹性、低刚度、微~m/b4L、异形/b4L、深小孔等有特殊要求的零件。由于加工中工具电极和工件不直接接触,没有机械加工的切削力,因此适宜加工低刚度工件及微细加工。
2.电火花加工实例
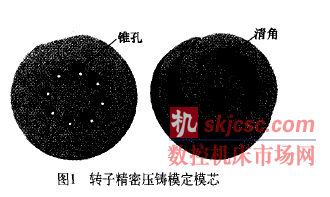
如图1所示为转子精密压铸模定模芯,其毛坯尺寸为 100 mm×45mm,中间锥孔最大直径为6ram,最小直径为1.8ram,清角处最大槽深为30mm,整体加工高度为40ram。由于该工件与约700℃铝液接触, 为增加其表面抗腐蚀能力及红硬性, 在粗加工完成后需进行淬火处理,其硬度高达50HRC,在淬火后使用普通的机加工方法无法完成高硬度工件的精加工,因此必须通过电火花加工来完成其精加工。考虑到电加工时间及其生产效率,在粗加工时锥孔使用锥度钻头分段加工,最大精加工余量小于0.5ram,正面清角处使用D8平刀在加工中心上进行数控加工。
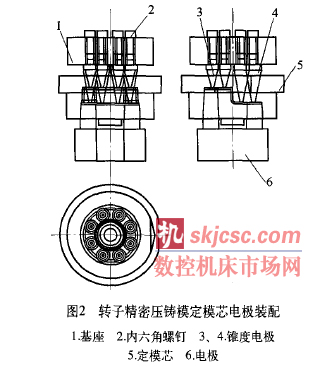
由于锥孔侧深度不一,必须使用两种类型电极,而
且如果使用单个电极一个一个地打电火花,则加工时间长,同时操作工校基准需8次,不仅增大了工人的工作量,而且还增加了工件的制造成本,因此需制作如图2所示的工装来进行整体电火花加工,加工前将已车好的锥度电极3、4通过内六角螺钉4固定于基座1上,检查电极3、4的高度差,并将螺钉紧固到位。考虑到工件成形表面的粗糙度与加工周期,工件分粗加工、半精加工与精加工三道工序,其火花放电间隙分别为0.20ram、0.10mm与0.01mm 。
如图2所示, 电极6的外形尺寸中等,形状较为复杂,在电极中为较普遍的模型,整个模型采用proeWildfire2.0进行数控加工。由于存在台阶与复杂圆角,其CAM的加工策略为:先粗加工整体外形,再精加工成形曲面及下端相连曲面,最后精工中间沉槽的方式。电极6加工好后就采用同电极3、4的放电方法进行电火花加工。
(1)整体粗加工使用D16(R1)涂层镶片铣刀,采用螺旋加工方式,切深0.35ram, 步距8mm,轮廓余量0.35mm,部余量0.35ram,加工方式ROUGH_ ONLY,安全高度5mm,主轴转速2 500r/min,进给速度800mm/min。使用屏幕演示功能,加工刀具轨迹如图3所示。同时,对加工进行仿真模拟检查和过
切检查。电极3的粗加工余量都被去除了,符合工艺的要求。按完成序列退出。程序计算的时间为10s,加工时间为0.3h。
(2)精加工一精加工选用D12(R6)球头铣刀,采用曲面铣削的加工方式,步距0.2mm,轮廓余量一0.25mm,切削角度45。,加工类型TYPE一3,安全高度5mm,主轴转速2 500r/rain,进给速度650mm/min。刀具轨迹如图4所示。同时,对加工进行仿真模拟检查和过切检查。外部被定义的加工曲面的负余量(火花间隙即摇动量)都被去除了,符合工艺的要求。按完成序列退出。程序计算的时间为20s,加工时间为0.5h。
(3)精加工中间沉槽使用D4(R0.4)涂层牛鼻铣刀,采用螺旋加工方式,切深0.25mm,步距 (SIDE—STEP)2.5mm,轮廓余量一0.25ram,加工余量一0.25mm,底部余量一0.25mm,加工方式ROUGH—ONLY,安全高度5ram,主轴转速3 500r/min,进给速度450mm/min。使用屏幕演示功能,加工刀具轨迹如图5所示。同时,对加工进行仿真模拟检查和过切检查。铣刀进入中间沉槽的内部,槽内部的加工余量都被去除了,符合工艺的要求。按完成序列退出。程序计算的时间为5s,加工时间为0.1h。
3.结语
由于电极消耗少,放电加工速度快,机械加工性能好,重量轻,热膨胀系数小等优越性,已经被大家逐步认识并接受,凡是在刀具无法清角、铣不动的地方,使用电极均能完美实现其高质量加工。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








