
压铸模具是压铸生产的重要装备,其通过与压铸机和压铸工艺相互协调,共同完成压铸件的压铸成型过程。压铸模具哪怕出了很小的问题,也会影响公司的生产。由于压铸件尺寸精确,表面品质好,加工余量小,或不经机械加工即可进行装配,减少了机械加工设备和加工工时。压铸件价格便宜,可获得较好的经济效益[1],所以压铸件受到诸多行业的欢迎。
然而国际上对压铸件的要求越来越高,逼迫我们压铸模具企业向精密、复杂、长寿命和多功能的方向发展。我们的压铸模具企业虽然取得了一定的成绩,但也不能沾沾自喜,企业要在瞬息万变的市场环境中,获得稳定长久的发展,就不应该忽视任何细节。
1 设计环节易被忽视的细节
压铸模具设计是一项继承与创新的工作,一方面要以传统保守的思维方式绘制图纸,另外又要以富有开拓创新的精神去设计模具。但是,就笔者近期对一些压铸模具企业的了解,发现模具设计者往往会忽视一些细节。
(1)横浇道。制作压铸模具需注意控制横浇道的截面积,一般从直浇道起至内浇口需缓慢减小,不应有突然的收缩和扩张,尤其是不应该有扩张状态。这是由于随着截面面积的扩大,金属液流动时会出现低压区或涡流现象卷入的气体,影响金属液流动的稳定性[2]。通常横浇道出口处截面,应比进口处小10%~30%,并且保证横浇道应有一定的长度和深度,这样可以发挥出良好的稳流和导向作用。
(2)标准化。设计人员应尽量利用标准来设计,这样有利于减少模具设计和制作的出错率,节约成本,缩短制作周期,提升模具的水平档次。
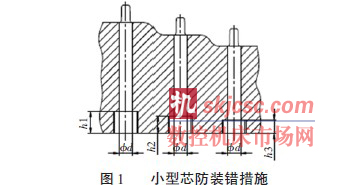
(3)防错。设计人员在设计时候要考虑防错措施,目的只有一个,防止模具制作人员和模具修理人员装错(装反)零件。比如有多枚小型芯,他们与镶块孔配合的直径相同,但长度不一致,设计时可把底部台阶的高度设计成不一致,这样在装配的时候小型芯不会装错地方。(见图1)
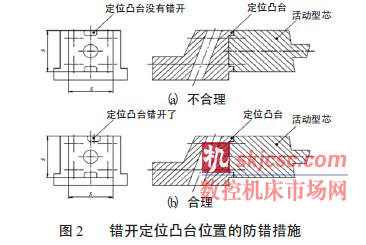
又如活动型芯的截面是正方形的,设计时可以错开定位凸台的位置来防错,使得活动型芯只能在一个方向上正确安装(见图2)。
(4)编号。一副模具的小型芯比较多时,装配模具时一枚一枚地试配,费时又费力。如果图纸上注明小型芯与对应孔的编号,那在装配模具的时候就一目了然,省时又省力(建议5 枚以上编号,5 枚以下可以不编号)。当然推杆也是如此,编了号的推杆在装配时,很容易找到位置。
(5)冷却水管的进出口方向。冷却水管的进出口方向,最好不要设计在模具的下方(下方指模具安装到压铸机上时,对着地面的面),如果设计在下方,压铸工接冷却水不方便。确实要设计在下方的,可采用快速接口。
2 生产环节易被忽视的细节
压铸模具生产是一种先进的精密铸造方法,在优化产品品质、提高加工精度、改善生产效率等方面意义非常显著。因此,从生产环节看,不能忽视以下几点:
(1)圆角。型腔上漏掉了圆角,使得铸件没有达到铸件图要求,甚至影响了整个压铸模具的性能。铸造圆角可使金属液填充顺畅,使腔内气体顺序排出,并可减少应力集中,延长模具使用寿命。制作人员在制作模具时,不得忽略圆角的作用,尤其是在设计人员遗忘了圆角时,应立即提出。
(2)粗糙度。由于金属液由压室进入浇注系统,并填满型腔的整个过程仅需0.01~0.2 s 的时间,为了减少金属液流动的阻力,尽可能减少压力损失少,需要保持型腔表面较高的光洁度。另外,成型表面上有良好的表面品质,利于脱模。所以成型部位、浇注系统均应认真打光,而且应顺着脱模方向打光。
(3)补救方面。制作人员在制作模具零件时,难免有失误的时候。出现失误后,制作人员切不可私自通过镶块拼接、焊接等手段修改模具,应该会同设计人员协商解决。因为有些产品表面,客户有特殊要求,比如不允许有镶块的拼接痕迹、型腔焊接处开裂致使铸件表面产生细痕等等。
3 忽视细节的危害
压铸模具在设计和制作时,忽视以上提到的细节,就会影响到3 个方面:
(1)影响铸件品质。在工业产业结构优化升级阶段,客户对零件产品品质的要求更加严格,特别是发达国家的机械装配企业,重点强调了零件产品的品质标准。压铸模具制作时出现错误,后期铸造成形的金属零件品质必定不符合要求。如:模具成型部位某个微小的R 没有制作,使得铸件达不到客户的要求,企业自然拿不到货款,甚至还要赔偿。
(2)影响模具寿命。假设在加工模具时,一不小心把内浇口直冲处的材料去除掉了,当时补救的办法是采用焊接,那么会致使模具在服役期间焊补处龟裂相当严重,大大降低了模具的寿命。如果采用的是镶块补救的办法,可能就影响不到模具的寿命了。
(3)影响到了生产效率。压铸模具是现代无切削零件加工的先进设备,模具结构决定了企业日常生产效率的高低。模具存在结构问题,不仅影响了生产效率,也会对人员、设备、模具的安全使用造成危害。
如:一处渣包没有和铸件或整个浇注系统连接牢固,使得顶出铸件的时候,渣包还搁在型腔内。渣包没有和铸件或整个浇注系统连接牢固,是个小问题,但要把型腔内的渣包取出来,是个大问题,一则使得机械自动化不能继续,二则压铸操作工的安全受到威胁。
4 结束语
笔者根据多年的经验,针对模具在设计与制造过程中一些看似简单、但又常常被忽略的细节加以强调,因为细节决定成败。只要对上述设计、制造过程中的细节给予足够重视,必将在一定程度上提高模具的寿命,缩短模具制作周期,提高模具和铸件的品质。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








