
0引言
Pro/E是美国参数技术公司于1998年推出的一套以参数化为基础的cAD/cAE/CAM软件,该软件集成了零件设计、曲面设计、钣金件设计、零件组装、二维工程图制作、数控加工、模具设计等功能模块。
Pro/E wildfire3.o是目前最新的版本,新版本从提高个人效率和流程效率角度都做了一些新的改进。特别是对模具设计界面做了较大的改进,使用户更加容易操作。Pro/E wildfife3.0凭借其强大的三维实体造型和模具设计功能,已经成为我国模具工业中应用得较为广泛的设计软件之一。下面将通过图1所示的零件为例,来说明在Pro/E wi ld—nre3.0软件中进行压铸模设计与制造的方法。
1 零件工艺性分析
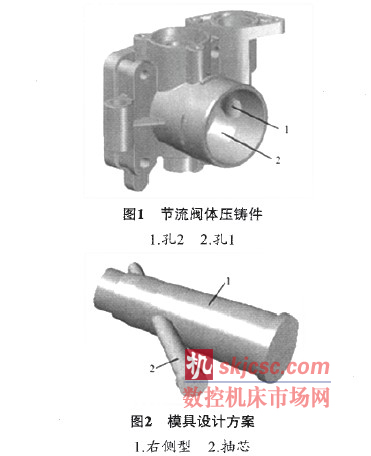
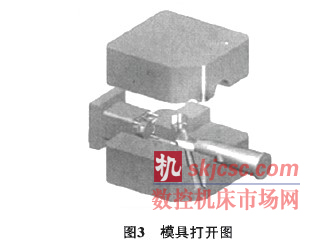
图1所示的零件为电喷汽车节流阀体,材料为Y L113,壁厚不均匀,对毛坯内在组织及气密性有严格的要求。图1中的孔l为主通道,单边留有o.5 mm加工余量。孔2为旁通道的进气孔,由于该处不便于机加工,故直接将其抽成,这样就增加了模具的设计难度。经过综合考虑,采用图2所示的设计方案,其中成形孔1的右侧型采用斜销来抽动,而成形孔2的抽芯则采用液压抽芯器来抽动。另外由于抽芯要从右侧型中穿过,所以在制造时必须保证其制造精度,否则模具容易溢流。
2 三维造型
在零件模式中,使用拉深、旋转、拔模、倒圆角等工具完成零件的三维造型。由于Pro/Ew订dfire3.0使用单一数据库,当更改了三维实体模型的尺寸时,其相关的二维工程图、模具文件、数控加工文件等也会自动更改,这样可以确保更改工作的一致性。
3 模具设计
3.1分模
在模具模式中,利用Pro/E wildfire3.0提供的各种模具设计工具,可以快速、方便地完成分模工作。在模具模式中分模的操作步骤如下:
(1)进入模具模式新建一个文件,选择文件的“类型”为“制造”,“子类型”为“模具型腔”,并选择“mmns m龟mold”模板。
(2)装配参照零件参照零件是将设计零件装配到模具模式中时,系统自动生成的零件模型。利用参照零件布局功能将创建的设计零件调入模具模式中。
(3)设置收缩率利用按比例收缩功能确定收缩率为o.5%。
(4)创建工件工件是直接参与铸件成形的模具元件的总体积。使用手工创建的方法创建工件。
(5)创建分型曲面分型曲面是一种曲面特征,主要用来分割工件。Pro/E wildfjre3。0不仅提供了智能分模功能(如阴影曲面、裙边曲面等),还提供了强大的曲面功能用于创建分型曲面。利用复制、拉深、旋转、修剪、合并等功能创建主分型曲面、右侧型分型曲面等。
(6)分割工件使用创建的分型曲面将工件分割成为个模具体积块。
(7)抽取模具元件通过分割工件产生的模具体积块是没有质量的封闭曲面面组,还需要用实体材料填充模具体积块,使其成为实体零件。
(8)铸模模拟生成一个铸件,用来检查模具设计的正确性。
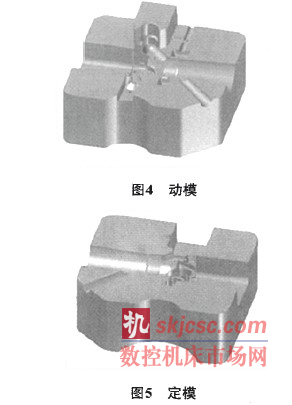
(9)仿真开模定义打开模具的步骤,得到图3所示的模具打开图。
3.2成形零件的细节设计
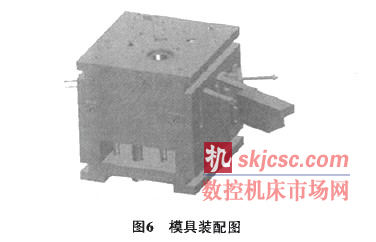
对于创建的动模、定模等成形零件,可以在零件模式分别将其打开,然后使用拉深、拔模、倒圆角、孔等工具完成零件的细节设计。
完成的动模和定模分别如图4和图5所示。
3.3其他零件设计
设计好动模、定模、右侧型等成形零件后,接下来就可以在组件模式中设计动模套板、定模套板等其他零件。在组件模式中设计其他零件,可以不必对每个零件进行单独装配,从而大大提高了工作效率。完成的模具装配图如图6所示。
4模具加工
对于设计好的动模、定模等成形零件,首先使用数控铣床进行粗加工,然后进行淬火处理。淬火处理后再使用数控铣床进行精加工,对于加工不到的部位则采用电火花加工。
4.1编制数控加工程序
动模、定模等成形零件的数控加工程序在制造模式中编制,在该模式可以设置并运行Nc机床、创建装配过程序列、创建材料清单等,还可以使用Nc后处理器(NC Post Processor)将cL文件翻译成为数控机床的数控加工代码,为其提供加工数据。在制造模式中编制数控加工程序的主要操作步骤如下:
(1)新建一个制造文件。
(2)装配参照零件。
(3)创建工件。
(4)操作设置。
(5)设置加工方法和模拟加工。
(6)创建刀位数据文件和后处理。
4.2电火花加工
使用电火花加工成形零件,需要设计电极。Pro/E wildfire3.o没有提供专门用于设计电极的功能模块,可以在组件模式中利用切除功能(即采用布尔运算的方法)来设计电极。在组件模式中设计电极的主要操作步骤如下:
(1)新建一个组件文件。
(2)将成形零件装配到组件模式中。
(3)在组件模式中新建一个零件。
(4)创建电极的工作部分。
(5)创建电极的装夹与定位部分。
(6)利用切除功能创建电极。
对于设计好的电极,同样也采用数控加工,以便保证电极的制造精度。而对于电极的放电间隙则在对其进行数控加工时通过设置刀补来考虑。
5 结论
在Pro愿wildfire3。O软件中进行模具设计与制造工作时,由于采用三维设计和并行设计方法,可以使设计人员和工艺人员从繁琐的二维绘图与计算中解脱出来,并减少重复劳动和人为错误,从而大大提高工作效率。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








