
大长径比薄壁铝管件( 长径比大于10,壁厚小于3 mm) 广泛应用在直升机上,其材料的性能和加工质量关系着直升机功能的发挥。铝材具有质量轻、刚性不足、易变形。铝材只能车削加工,不能采用磨削。对大长径比薄壁铝管件,其毛坯一般采用定制的专用管材,其车削质量不仅取决于管材质量,也取决于管材的装夹方式、车削方法等。结合作者多年的加工经验,介绍了一种典型的大长径比薄壁铝管件车削加工方法,可供有关同行参考。
1 铝管件的结构技术要求及其工艺难点
1.1 结构技术要求
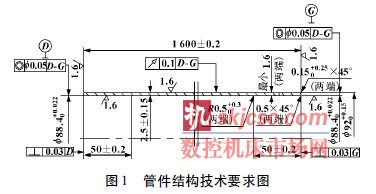
管件具有大的长径比( 大于17) ,壁厚1. 6 ~ 2. 5mm,长1 600 mm,材料为合金铝材,其原材料用铝管材。管件的结构技术要求如图1 所示。两端支口孔尺寸精度高且有同轴度要求,外圆对两端支口孔有跳动要求且尺寸公差也要求较高,壁厚尺寸控制不仅与车削有关也与管材的质量有关。
1.2 工艺技术难点
管件壁薄、长径比大,刚性差,极易变形,装夹困难,对原材料铝管材的要求高,技术要求高,受加工检测环境影响大。
2 对铝管材的要求
铝管材的质量直接影响到管件的车削质量,如壁厚、椭圆、尺寸、跳动、变形情况等等。因此铝管材必须在下面几方面满足一定要求: 椭圆度、直线度、壁厚尺寸控制、应力全部释放、局部非圆周方向伤痕允许0. 025 mm、不允许有大的弯曲及扭曲变形等等。
铝管材具体要求如图2 所示。

3 工艺设计及具体实施方式
此管件用在某直升机上,是尾传部件的主要零件,其它零件直接或间接通过胶接和机械组合在此管件的两端,部件要求动平衡且不平衡值要求小,因此管件的制造质量关系到整个部件的质量。根据对管件的结构特点及工艺技术分析,结合以往加工经验,要求管件必需一次安装加工完成。为此,作者从机床选用、夹具设计制造及装夹方式、刀具选用、切削参数、环境要求、过程控制等几方面确定制定工艺方案及其实施方式。
3.1车床的选用及其准备
普通车床的精度难以满足产品的加工要求,必须选用精密普通车床或精密数控车床。所选用的车床主轴跳动要在0. 005 mm 以内,Z 轴导轨直线度要求在1 000 mm 范围内不大于0. 015 mm,并与机床主轴轴心线平行,走刀无爬行现象。机床尾顶尖采用活动顶尖,其运转灵活且旋转跳动不大于0. 01 mm。每批次车削前应车60°专用前顶尖( 用卡盘装夹) ,车削好后不松开,以确保此顶尖跳动及与尾顶尖同心。
3.2夹具设计
( 1) 由于零件只能一次安装加工完成,因此夹具考虑采用车工心棒式样,且满足下列要求: 质量轻,刚性好,必须经过动平衡和静平衡试验,装夹零件方便、可靠。
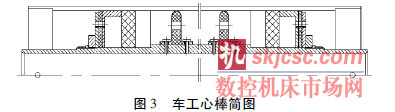
( 2) 心棒主体采用钢管,两端采用中心孔作为支承基准装在车床前后顶尖上。心棒上均布5 个定位套,定位套与心棒无隙滑合,定位套外圆根据铝管材的实际孔径配0. 01 ~ 0. 04 mm 间隙,定位套腹板上沿圆周钻均布6 个孔,便于蜡能顺利流动并灌满。心棒简图如图3 所示。
3. 3 铝管材的装夹方式
铝管材的装夹方式直接影响到管件的车削质量,这一过程是关键。管材采用灌蜡安装固定,所选用的蜡不能是纯净的蜡,必须参入一定量的防滑颗粒,以增加摩擦阻力,满足车削力及离心力的需要。所灌蜡的浓度、加热温度、灌蜡的速度要掌控好。安装前以车床前后顶尖支承心棒中心孔检查心棒测量基准跳动不大于0. 015 mm,铝管安装在心棒上灌蜡前后应在加工车床上检查其均布5 个截面跳动不大于0. 12 mm。
3.4 车刀的确定
刀具材料及其切削角、刀尖角、刀尖圆角影响车削的切削力大小和粗糙度,粗车使用硬质合金90°偏刀及镗刀,精车使用人造金刚石车刀,刀尖圆角一般取R0. 2 ~ 0. 4。
3.5 切削参数的确定
零件固定是靠蜡的摩擦力实现的,也靠摩擦力抵消切削力,因此切削力必须要小。通过对国产铝材和进口铝材车削状况的对比,从车削过程中切削热的多少和变化、刀具磨损、尺寸变化、粗糙度等几方面考虑,选定车床主轴转速70 ~ 80 r /min,粗车进刀量0. 1 mm/r,精车进刀量0. 05 mm/r。先车削外圆及一端支口孔,掉头车削另一端支口孔。
3.6 环境要求
环境状况对铝管的装夹、加工及尺寸影响很大,加工现场环境温度要求控制在17 ~ 23 ℃,湿度30% ~ 80%。
3.7 过程控制
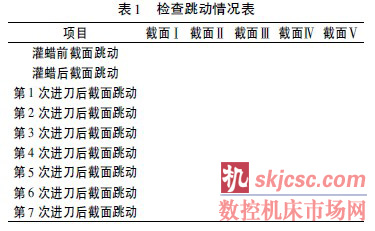
过程控制及过程跟踪非常重要,可以及时发现加工过程中可能出现的质量问题并及时采取措施。在车削过程中要求不同时段检查各个截面的跳动,各检查截面分为5 处均匀分布,其检查跳动情况表见表1。
3. 8 零件的运转
由于大长径比薄壁铝管极易变形,在铝管材与铝管件的周转过程中要设计制造专用零件箱,根据其重心位置和结构设计合理的支承点,夹持部位要用软材料,以防划伤零件表面。
4 结束语
大长径比薄壁铝管件广泛应用在直升机上,文中提出的大长径比薄壁铝管件的车削加工工艺能确保产品质量,可为其他类型铝管件的车削加工提供借鉴。但要持续稳定保证产品质量,实现大批量生产,加工过程中必须要切实做到以下几点:
( 1) 管件的原材料管材必须保证在要求范围内,其椭圆度、直线度直接影响到管件的装夹质量及变形大小。 ( 2) 车工心棒的制造质量、定位套与铝管的间隙大小,所灌蜡的浓度、温度、速度要掌控好。 ( 3) 严格按工艺确定的切削参数进行加工。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








